
好,谢谢指正。经过向徐版学习,我把“加工领域的坏毛病”改成了“到底是不是坏毛病”,正文的批判内容也尽量改成了中性内容。
87811
%7B%22isLastPage%22%3Atrue%2C%22notes%22%3A%5B%7B%22type%22%3A%22post%22%2C%22targetId%22%3A%22904568%22%2C%22notes%22%3A%5B%5D%7D%2C%7B%22type%22%3A%22post%22%2C%22targetId%22%3A%22904574%22%2C%22notes%22%3A%5B%5D%7D%2C%7B%22type%22%3A%22post%22%2C%22targetId%22%3A%22904575%22%2C%22notes%22%3A%5B%5D%7D%2C%7B%22type%22%3A%22post%22%2C%22targetId%22%3A%22904578%22%2C%22notes%22%3A%5B%5D%7D%2C%7B%22type%22%3A%22post%22%2C%22targetId%22%3A%22905223%22%2C%22notes%22%3A%5B%5D%7D%5D%2C%22pid%22%3A%22904568%22%2C%22tid%22%3A%2287811%22%2C%22mainForumsId%22%3A%5B%22120%22%5D%2C%22categoriesId%22%3A%5B%5D%2C%22tcId%22%3A%5B%5D%7D
%7B%22isEditMode%22%3Afalse%7D
机械加工领域的“半个公差”到底是不是坏毛病?
各行业都有一些规矩,“半个公差”就是机械加工领域的例子。
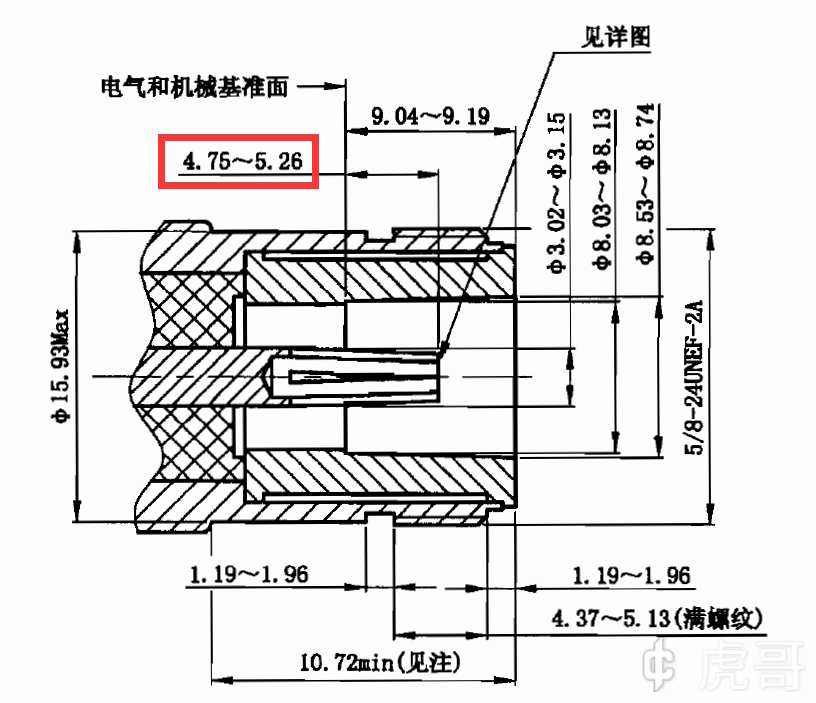
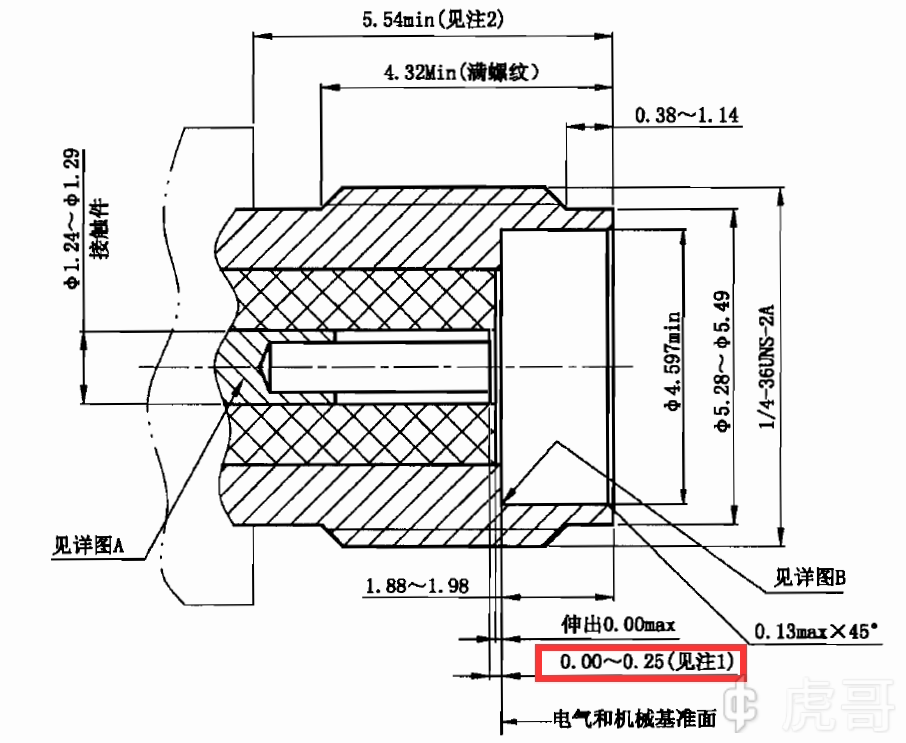
事情是这样的,我们定制一种SMA转N的普通连接器,它的界面规范按照国军标,是这样的:
N这头,芯盒应高于界面4.75-5.26mm,或写成5.26-0.5:
SMA那头,芯盒应低于界面0.00-0.25mm,或写成0-0.25。
N和SMA的芯盒是一根针的两头,我们暂且不管针有多长,只看公差。把这个尺寸发给工厂加工1000套,会得到什么呢?
你没想错,加工师傅会按照“半个公差”,即5.00和0.125加工,以得到最高的合格率。
于是,由于现在的加工其实精度良好,可能80%的产品在4.95-5.05和0.75-0.175之间,剩下的20%误差更大一些。
很好,全部合格,都是合格产品。
问题是,这些都不是最好的产品。换句话说,正态分布的峰值落在了半个公差的位置上。
我们期望的结果应该是,例如90%的产品位于5.10-5.26,0.00-0.10范围,并且以靠近5.26和0.00为荣。接近4.75或接近0.25,都是最差的产品,应该几乎不存在,但也是允许的。而5.00或者0.100附近,依然是较差的产品,应当只占很小比例——现在却占了最大的比例。
明明可以做得更好,但没有人去追求,甚至违背了公差的意义。
同样由于现在的机床精度良好,为了预防上述错误或者偷懒的做法,不要轻信教课书上的说法去放一个刚刚够用的指标,也不要寄希望于师傅们自己主动追求你期望的值。
[修改于 2年9个月前 - 2022/05/27 21:52:48]
Em....这个说法不太对我觉得,按照行业普遍说法,人为将公差偏置到整数或者一侧,追求极致反而是坏毛...
引用
1
连接器行业是较为特殊的,因为界面其实是刚好抵拢最好,但不能过盈(否则就爆菊了)。以顶楼的例子,就是刚刚5.26和刚刚0.00最佳。那么其实这是一个不对称的要求。如果按照“放在公差区间正中间”,那就应该归中为5.26±0.1或0.00±0.05,此时对产品进行检验,就需要筛选出一半的报废品。只要标出+0.00这样的值,正中间就一定偏离最佳,为了偏得少,就得给定一个极小的值,例如-0.02,现实中也的确是这样操作的,比如我们的校准件就这样要求,但校准件毕竟是比较贵的东西。但我总觉得,既然有大号字注明的公称尺寸,就应该是越接近越好,不然大字写尺寸干嘛,直接写个区间不就好了。只是如何体现这种不对称的偏差期望,并且让工厂理解并追求之,就成了一个问题。
引用
1
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
公差的是尺寸链设计的结果,要事先确定是基孔还是基轴,不能两头凑。
我发现,问题坍缩成了:
如果在整个公差范围里都能满足尺寸链的要求,为啥还要标注标称尺寸,而不是直接写个区间?
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

虎哥
 专家 进士 学者 机友 笔友
专家 进士 学者 机友 笔友
200字以内,仅用于支线交流,主线讨论请采用回复功能。