
喷注器已经定制加工,小贵。
现在机加工外包溢价有点严重
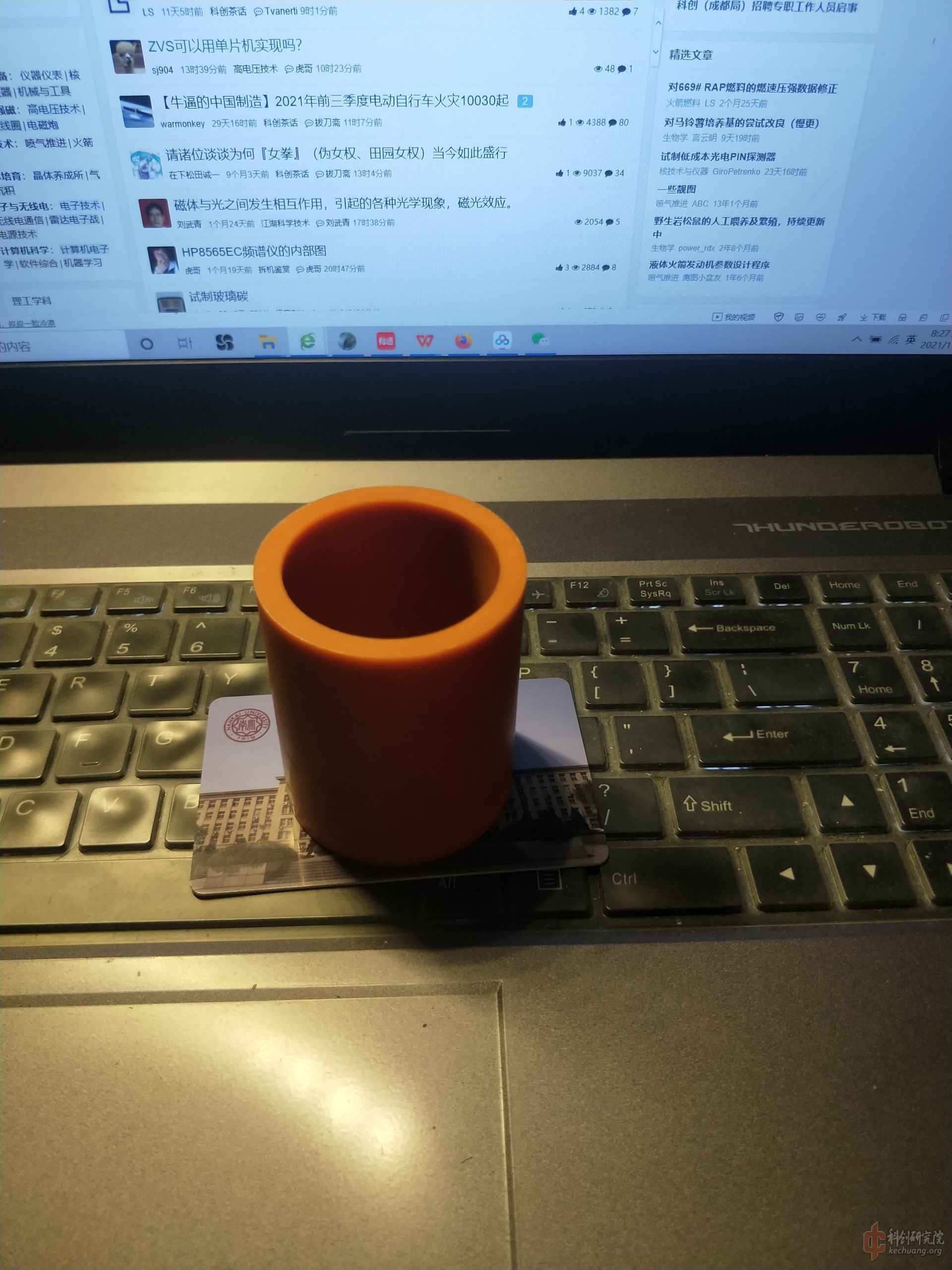
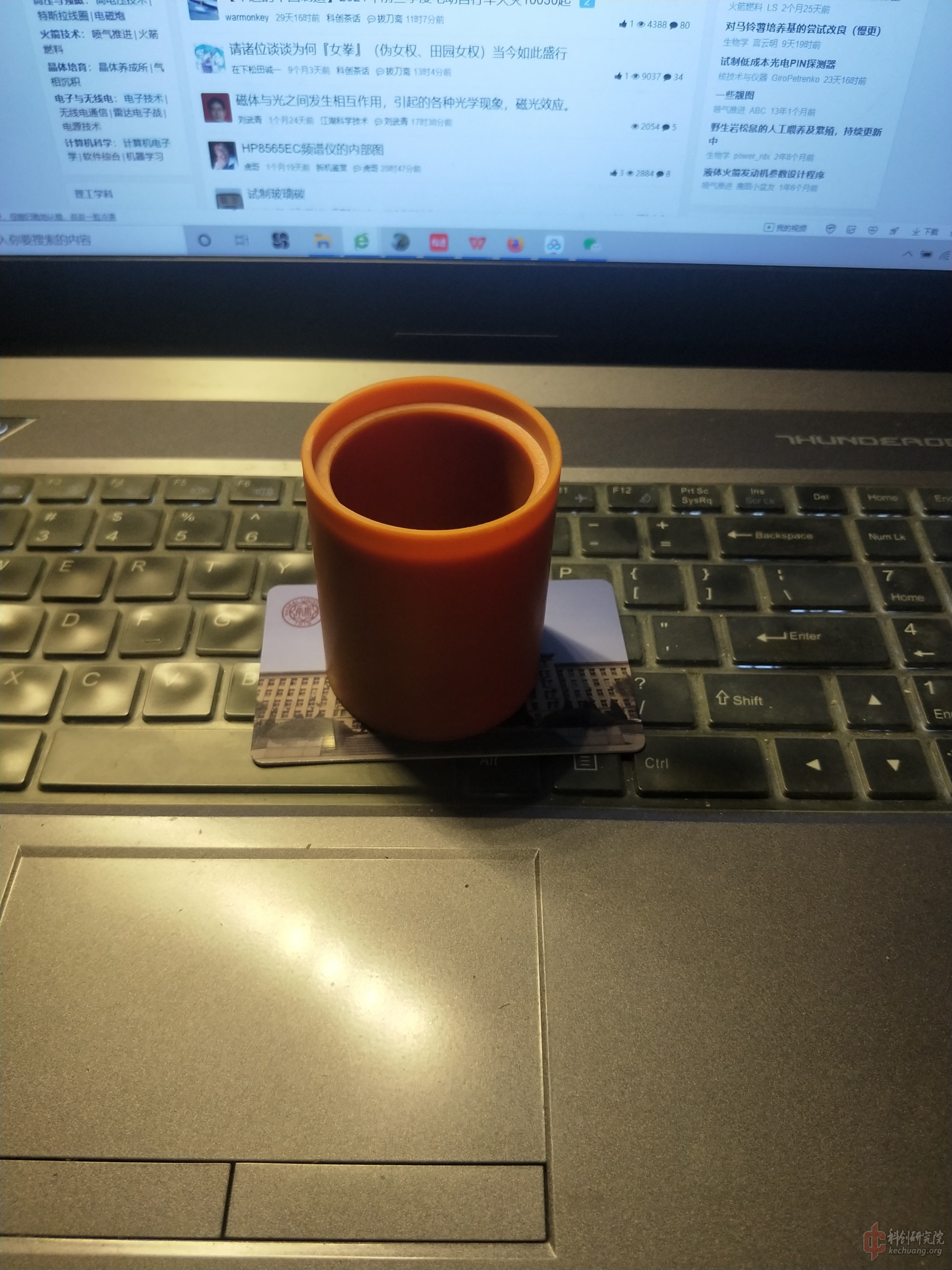
内隔热层,材质酚醛树脂
测试后可以更换回收,通过对烧蚀程度以及二氧化硅膜厚度和形成情况进行分析。分析硅膜产生情况以及对热效应的影响。
石墨喷管
降低试验机成本采用石墨喷管,后续会调整为液膜冷却或者循环再生冷却。烧蚀不严重的情况下经氢氟酸浸泡清洗可以复用。


套筒固定套,材质316不锈钢
用以固定石墨喷管


外套桶,材质316不锈钢
一端安装法兰盘,用以和喷注器连接


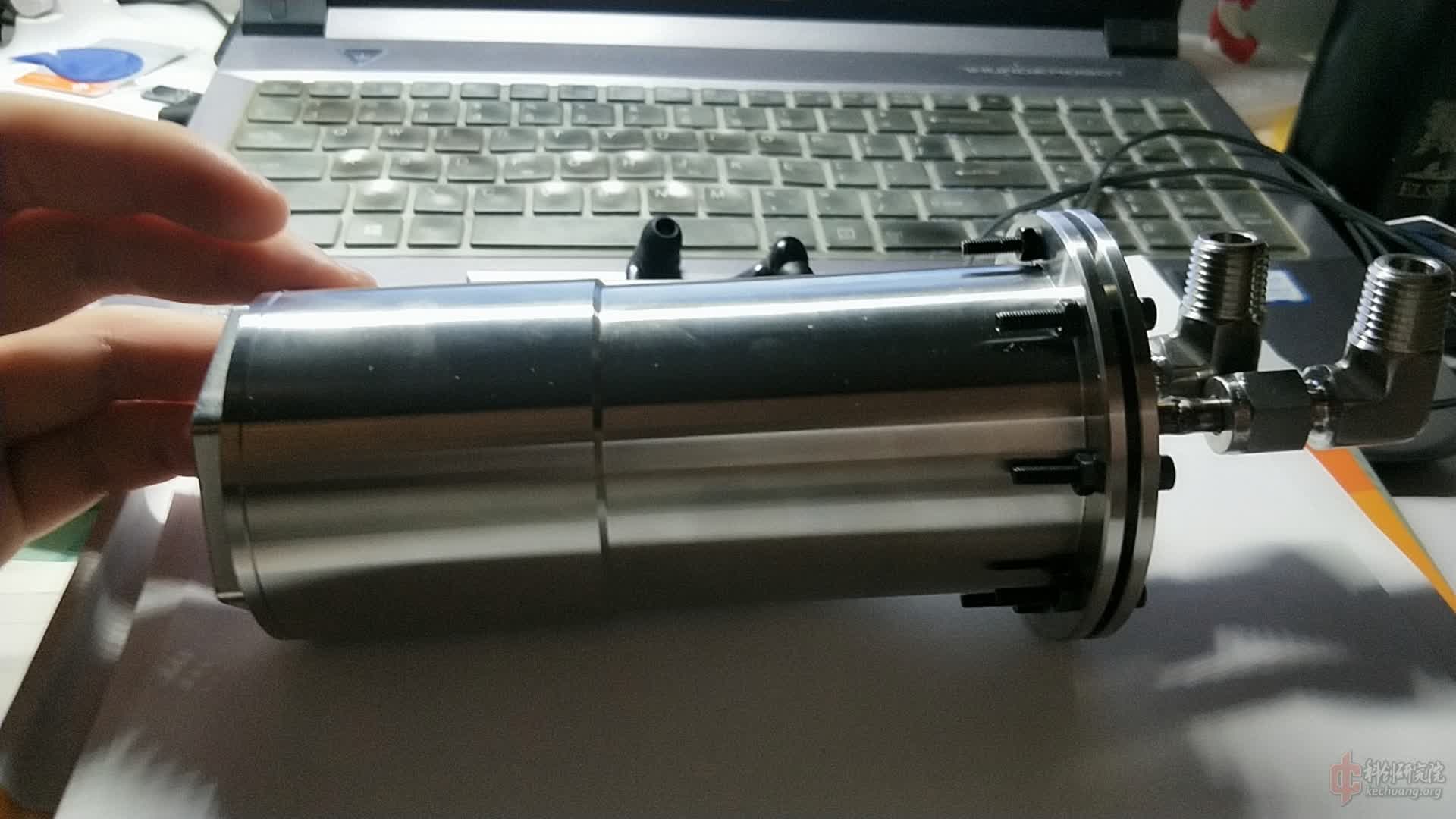
隔热层+石墨喷管+固定环构成的燃烧室以及喷管

目前阶段总成



还差喷注器没有加工以及焊接,喷注器加工完毕后进行总装以及管路系统和测试系统的建造。
未完待续,敬请期待。
[修改于 3年0个月前 - 2021/12/02 09:49:03]
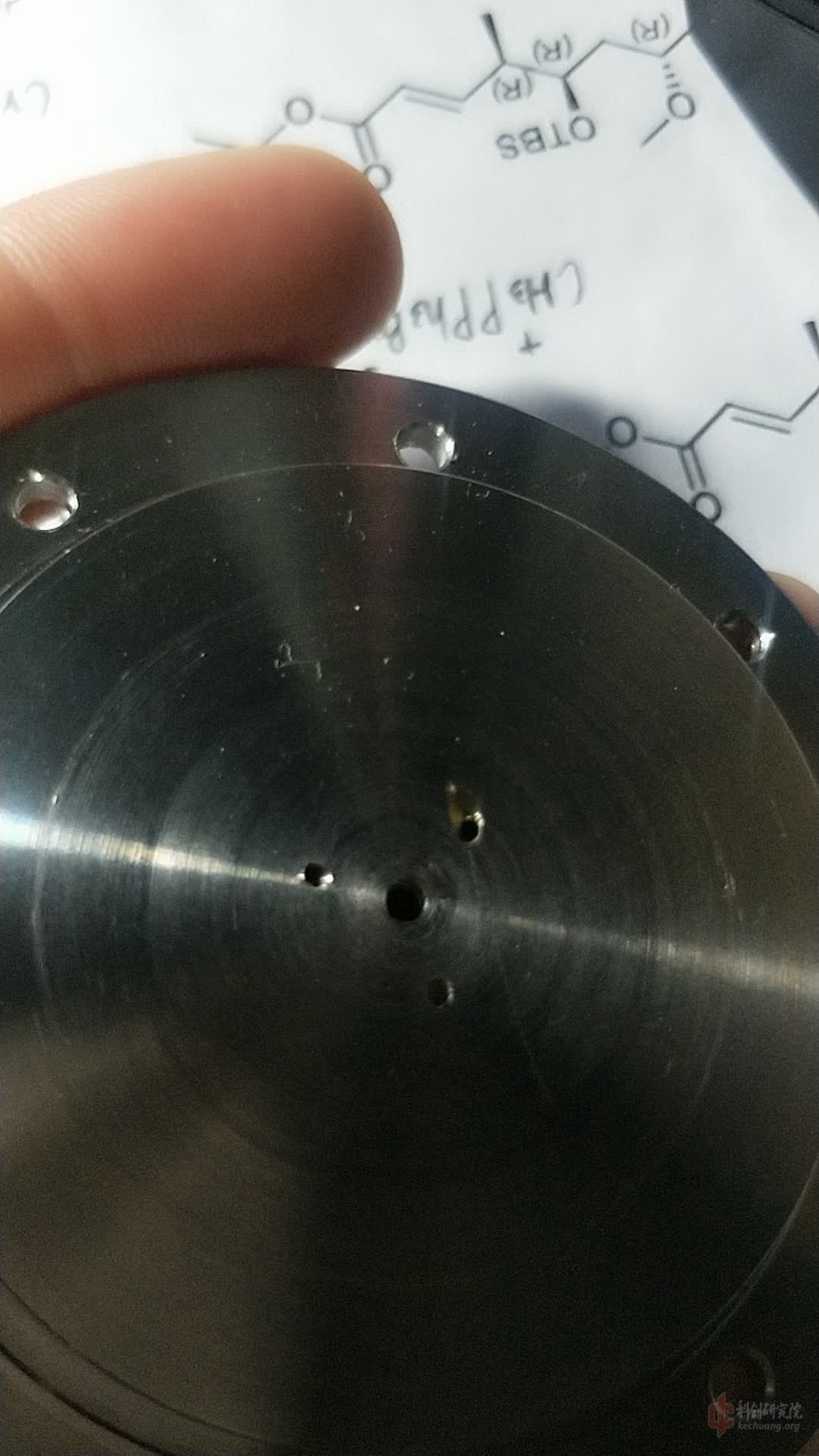
淦哦,喷注器被加工错了。
邮到发现氧化剂喷口被加工错了
现在零件加工是拖慢进度的主要因素,功夫都浪费在协调供应商这些破事上,要不然徐版怎么会自己开机床,英国...
碰到讲理的供应商还好说,退换重做还好说就是耽误工期。碰到胡搅蛮缠的主顾是真糟心,耽误工期浪费钱没准还加工的不合格
再次返厂,让人头大。坡口毛刺光洁度精度无一例外的感人焊接尤为感人至深
心中不由得念了一句诗“忽有狂徒夜磨刀,帝星飘摇荧惑高”
钱给够了才出的了好活,淘宝上很难找到什么好厂。可以试试本地的机加厂,驻厂监造。
这活整的是钱给了一堆干活的不着调
要不是最近实在没时间,我非得亲自督办。说实在的我自己上手扣都比这玩意做的好不知道他哪门子CNC
啥时候机加工变成溢价严重且粗制滥造的行业了
看你的图纸要求,作图是否规范,有没有合同,还有你自己的检测方法,验收规范。工厂里有些编程的一看图纸就...
图的话应该问题不大,专业制图的画的。之前定的件还都不错,就这次很粗糙疯狂返工
有时间自己操机做最好
下面进行储罐管路以及节流控制系统的的加工制造
由于经费紧张,进度暂时放缓
先进行燃料的准备工作

| 时段 | 个数 |
|---|---|
| {{f.startingTime}}点 - {{f.endTime}}点 | {{f.fileCount}} |




![]TG$[I%X8~JA8A@}VGLGR$9.jpg](https://img.kechuang.org:81/r/326003?c=resource)


200字以内,仅用于支线交流,主线讨论请采用回复功能。