发动机参数:(长度单位均为mm)
壳体 20mmPVC上水管 耐压2MPa 内径16
药柱 外径15内孔径2 长30 重结晶KNDX 9.3g 注射器压制药柱 外包3层打印纸隔热
喷管 入口60度直径12 出口30度直径12 喉部内径3 材质陶土,表面烧结 502固定
堵头 结构:药柱->沙->AB胶
点火头:0.2mm电阻丝取2cm与网线相接,点火电源使用ATX电源的5V输出。
初始喷燃比26.7 末期喷燃比200 算数平均数113.4
试车台:

发动机:

测试录像:
点击此处查看视频当时声音大得惊人,我离现场2m,耳朵被震到嗡嗡响,楼下有人尖叫。
录音波形:
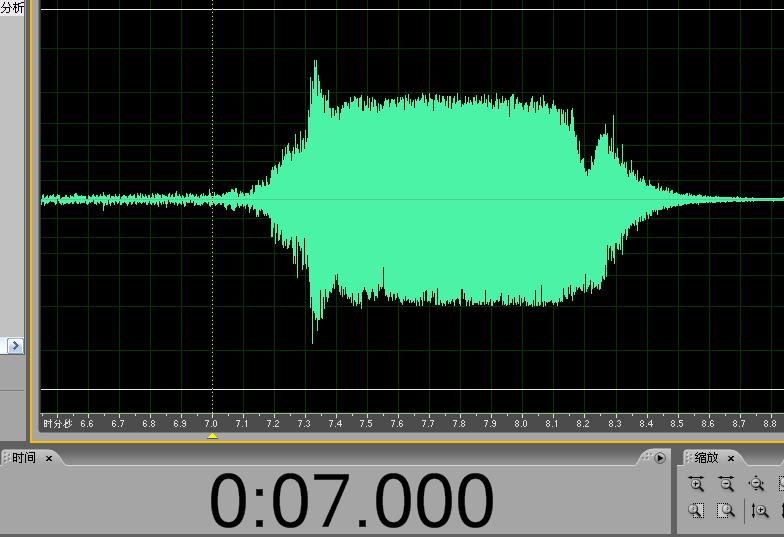
由波形得工作时间为1s,推力,总冲,比冲未知。
但是在这里有3个疑问:1. 为何8.2s处波形正半周幅度异常,而负半周却正常?2.由该波形得出工作时间1s是否正确?如何算出推力,总冲,比冲?3.是否出现超音速喷流?拉瓦尔喷管有没有起到预期作用?试车后的喷管:
![SMALL_IMG_1547.jpg]()
剖面图:
![SMALL_IMG_1553.jpg]()
隔热层情况:
![SMALL_IMG_1555.jpg]()
结论:
1.喷燃比
末期喷燃比取200时,虽然压力已经到了PVC管的标称耐压,但是仍然无法获得较好的性能。
因为初始喷燃比仅26.7,不足以起飞。直到内孔径达到6的时候,喷燃比才达到80(压力1MPa),也就是说,白白消耗了1.36g燃料(占14.6%)
主要原因是使用内孔燃烧时,喷燃比变化太大,导致初始喷燃比和末期喷燃比难以兼顾。
而我们在使用拉喷,难以使用自适应烧蚀喷管,所以要么改变燃烧方式(会遇到隔热问题,结论2中讨论),要么超过标称压力使用PVC管。
实践证明,优质PVC管的实际耐压是标称值的2倍以上,这样可以考虑把末期喷燃比提高到250(压力接近4MPa),由于PVC管材有弹性,而且只是一瞬间,不容易导致爆炸。但是安全性降低了,且必须使用优质管材。
为了稳妥起见,可以考虑使用230左右的末期喷燃比,对应压力3MPa。
2.隔热层
对于内孔燃烧,使用3层打印纸绝热是足够的,从照片中可以看出,只有第一层隔热纸被烧坏。而且隔热层有通气的作用,防止内外压力差过大导致药柱破裂。
为了稳定喷燃比,提高效率,需要使用端面+内孔燃烧,也就是多段药柱夹点火药结构。
由于火焰直接接触内壁,所以对隔热提出了较高要求。坛友的实验已经证明,如果火焰直接接触PVC/PPR管壁,一定会导致发动机爆炸。所以要使用铝箔胶带甚至是氧化铝粉来隔热,重点防护位置是药柱之间的空隙,外围必须包裹多层铝箔胶带,并且压实,防止药柱外壁变成燃气排出的通路。
如果使用星形内孔,情况虽然较多段药柱好,但是仍然不能对防热结构掉以轻心。火焰仍然会扫过内壁,所以铝箔胶带也是必须的。
铝箔胶带隔热能力极强,包裹了铝箔胶带的带KNSU粉的电点火头,点火延迟要增加0.3s以上。
3.点火头
不一定需要带点火药,但一定要有充足功率的电源,一般情况下,内孔孔径较小,可以可靠的与电热丝接触。而且必须把点火头插入到底,否则火焰不会经过的位置,基本上是无法点燃的。
4.防潮
已经制作好的药柱必须放在有干燥剂的密封罐中,防止受潮影响性能,KN系燃料是热量高,产气少,所以损失热量对燃料性能影响很大。水分太多甚至会导致断火。
发动机用铝箔胶带密封后,能在无干燥剂处储存,但不能用普通胶带,因为普通胶带不容易粘紧,会有小缝隙。而铝箔胶带没有这个问题。
5.压制药柱
用注射器压制要快,并且要少触摸注射器的外壁,以免温度降低后药柱无法推出。如果真的凝固了,可以通过小心地烘烤,重新熔化KNDX。
模具(或注射器活塞)上可以涂一层硅脂(电脑用的导热硅脂),方便脱模。这个方法几乎适合接触任何材料的模具。
6.关于沉积物对拉瓦尔喷管的影响
沉积物较粗糙,应该是在最后阶段留下的(不知道这个推断是否正确)。而且非常薄,厚度不到0.2mm,相当于2-3层复写纸的厚度
所以,沉积物对拉瓦尔喷管的影响,应该主要在对效率(内壁变粗糙)和对射流方向(喷管偏心)的影响,而不是对形状的影响。
所以,我认为,在小火箭中,用设计合理的拉瓦尔喷管有助于提高效率。但是,拉瓦尔喷管要求内部压力大于1.6MPa,这样对药柱设计和制作也提出了较高要求。
改进:
在下一版本RS-A-3.2中,使用完全烧制的陶瓷喷管,或者堵漏王喷管。用新版模具压制拉瓦尔喷管
针对这次实验结论,对低成本版本RS-A-1.5进行改进。改进后方案:
圆孔形喷管,喉部4mm,模具压制
药柱使用重结晶KNDX/KNSU,长度60,可能会分2段





















200字以内,仅用于支线交流,主线讨论请采用回复功能。