


首次热试车于2023年8月15日在翎客航天动力试验基地完成
00:0000:00
IMG_5102.mp4
点击下载
仅供内部学术交流或培训使用,请先保存到本地。本内容不代表科创观点,未经原作者同意,请勿转载。
针栓式喷注器的研发背景
针栓喷注器起源于 19 世纪 50 年代中期JPL关于液体自燃推进剂混合和燃烧反应时间的实验研究TRW 公司于 19 世纪 60 年代开始实践并研制针栓喷注器。过去的50 年间,TRW 公司已研发了各类不同用途的 60 多种针栓式液体火箭发动机。
针栓式喷注器原理及其特点
针栓式喷注器通过伸入燃烧室内部的针栓结构,使一种推进剂流经针栓中心流道,并由针栓头端附近的一系列孔(或缝隙)呈放射性径向喷注;另一种推进剂通过针栓外侧的环形缝隙轴向喷注。通过径向放射性射流与轴向环形液膜的交叉撞击,使推进剂雾化混合。针栓式喷注器的喷雾混合模式在燃烧室内形成两个外侧回流区和中心回流区,这是其既能够实现高效燃烧组织又具有固有稳定性的基础。
针栓式喷注器技术特点
针栓式喷注器的几何结构形式决定了其喷注特性
与常规的直流式和离心式喷注器有着明显不同。直流式喷注器通过多股互击或自击的推进剂射流撞击而形成雾化混合,液滴的破碎和蒸发沿着燃烧室轴向方向进行;离心式喷注器主要依靠离心力作用使推进剂雾化,雾化性能优于直流式喷注器,液滴的破碎和蒸发沿燃烧室轴向呈圆锥形分布;针栓式喷注器则是通过呈互相一定角度的轴向射流和径向射流间的撞击来组织雾化和混合。
针栓式喷注器的主要特点为:a)高效的燃烧组织
性能;b)固有的燃烧稳定性;c)简单、低成本的结
构设计;d)良好的工况和推进剂组合的适应性
(综合自国内外文献)

马赫环镇楼
[修改于 1年8个月前 - 2023/08/29 20:42:53]
首次热试车于2023年8月15日在翎客航天动力试验基地完成
00:0000:00
IMG_5102.mp4
点击下载
仅供内部学术交流或培训使用,请先保存到本地。本内容不代表科创观点,未经原作者同意,请勿转载。
基于个人设计经验而言,综合考虑加工难度和成本,个人认为针栓式喷注器的针栓直径不宜小于10mm。经过权衡,本人按照20mm左右的针栓直径设计了一台5KN液氧甲烷液体火箭发动机。这台发动机的主要任务:a)测试针栓式喷注器在5KN级推力室中能否正常工作;b)尝试最新热门推进剂组合LOx-LNG;c)测试酚醛复合材料在100mm以上直径燃烧室液发中能否作为热防护材料。
此台发动机大致的设计流程如下:
a)RPA筛选推进剂混合比;确定热力学参数(如燃气比热比,比冲,燃温,燃气组份等)
b)本团队自行编写的软件计算推力室型面,喷注器各项尺寸,外壳尺寸等
c)Solidworks绘制三维模型,CAD绘制二维图纸
d)Fluent仿真验证
e)Solidworks出工程图,工艺流程图等,并进行成本核算
附:本团队软件有偿出售,用于补贴试验经费,链接: https://www.kechuang.org/t/89322
经过几天的初步设计和若干次小的修改,已经基本完成了此发动机的设计,并于今年8月1日开始加工。此发动机主要由7075外壳,304喷注面板,304喷注器盖板,紫铜针栓,酚醛复材内衬,酚醛复材喷管组成。热防护采用较为保守的液膜保护的烧蚀冷却,主要结构综合参考LMDE和梦神号液体火箭发动机。
发动机主要设计参数:
海平面推力5KN
推进剂:LOx-LNG
混合比:2.2
燃烧室压力:3MPa
氧化剂流量:1.441kg/s
燃料流量:0.655kg/s
喷注器压降:0.6MPa
发动机工作时间:5s-10s-30s-破坏性长时试车
最为核心的针栓:
采用导热性能良好的紫铜作为针栓材料。使用数控车床车削后5轴加工中心钻孔,再使用磁针抛光,超声波清洗,日本三丰千分尺测量主要尺寸,NPT螺纹塞规测试螺纹,认为符合工程要求。

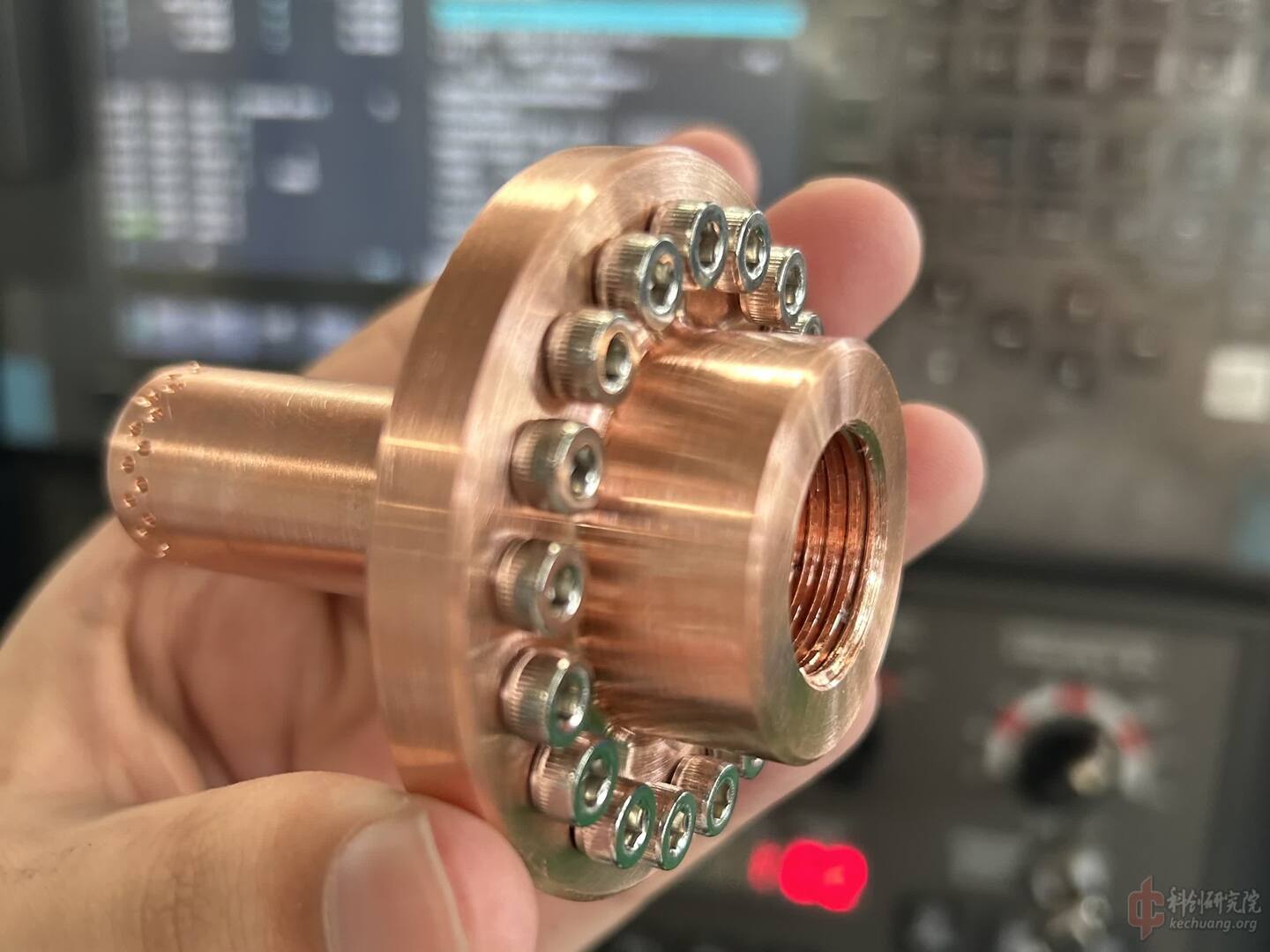
头部共有42个1.2mm的圆孔,其中36个圆孔分为2列均匀排布在针栓头部侧面,6个圆孔均匀排布在头部椭圆上。

简单的用低压自来水测试一下,后续再和燃料喷注环缝组合试验。
首次试车燃烧室内壁和喷管使用酚醛复合材料作为热防护,通过可更换式设计,后续可将内壁材料变更为铜合金之类的导热性良好的材料,测试再生冷却,内部再生冷却或水冷却。工艺为数控车削,4轴加工中心钻孔,由于酚醛复材硬度较低所以在加工时精度要求可适当降低,如此喷管在装夹时百分表跳动要求为+-0.02mm。



由于130mm左右直径的酚醛复材没有管料,不得已浪费工时镗棒料,非常的浪费时间和金钱。
发动机外壳采用7075铝合金加工,由于机械厂采购报告没有7075管料在售,不得已只能采用直径170mm的棒料进行加工,实在是肉疼,实际上就此外壳的厚度而言,6061系铝合金也可胜任,各位Kcer在正式加工之前一定要了解清楚各种材料的特性。(光开粗花了9小时,外壳总成本2000元左右)

喷注器面板和盖板采用304不锈钢加工,主要是出于低温性能和焊接性能的角度考虑。面板和盖板中间采用双面成型TIG进行连接,由于面板和盖板的同心度与环缝的同心度高度相关,因此使用台阶进行连接以保证同心度。面板上使用EDM穿孔机沿边缘穿36个平行于燃烧轴线的0.6mm小孔组织液膜冷却。喷注器整体通过法兰和外壳连接,内部密封采用PTFE垫圈和胶水。
关于气蚀文氏管,本人6号要飞往江苏进行试车前的准备,气蚀文氏管如果加工(数控车床加电火花慢走丝,有可能还需要磨砺流抛光)来得及的话会加上,如果来不及只能暂时不加。
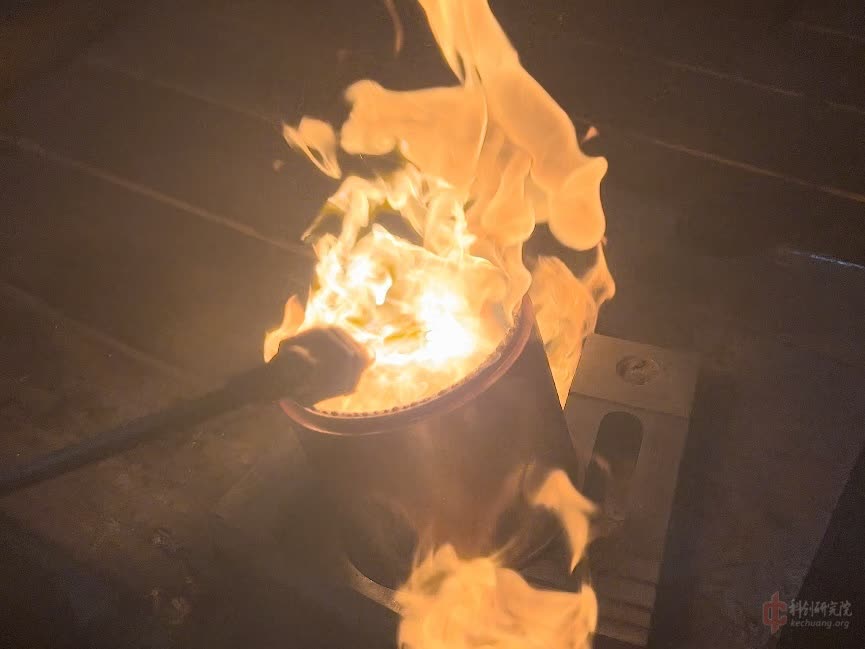
测试酚醛复合材料抗烧蚀效果,使用氧丙烷氧化焰,>120s,可见呈现层状剥离,可用于烧蚀冷却,NASA使用酚醛复材进行烧蚀冷却的案例可见https://www.kechuang.org/s/ptbcv3mf


500L液氧
500L液甲烷
真的是烧钱

首次热试车于2023年8月15日在翎客航天动力试验基地完成
00:0000:00
IMG_5102.mp4
点击下载
仅供内部学术交流或培训使用,请先保存到本地。本内容不代表科创观点,未经原作者同意,请勿转载。
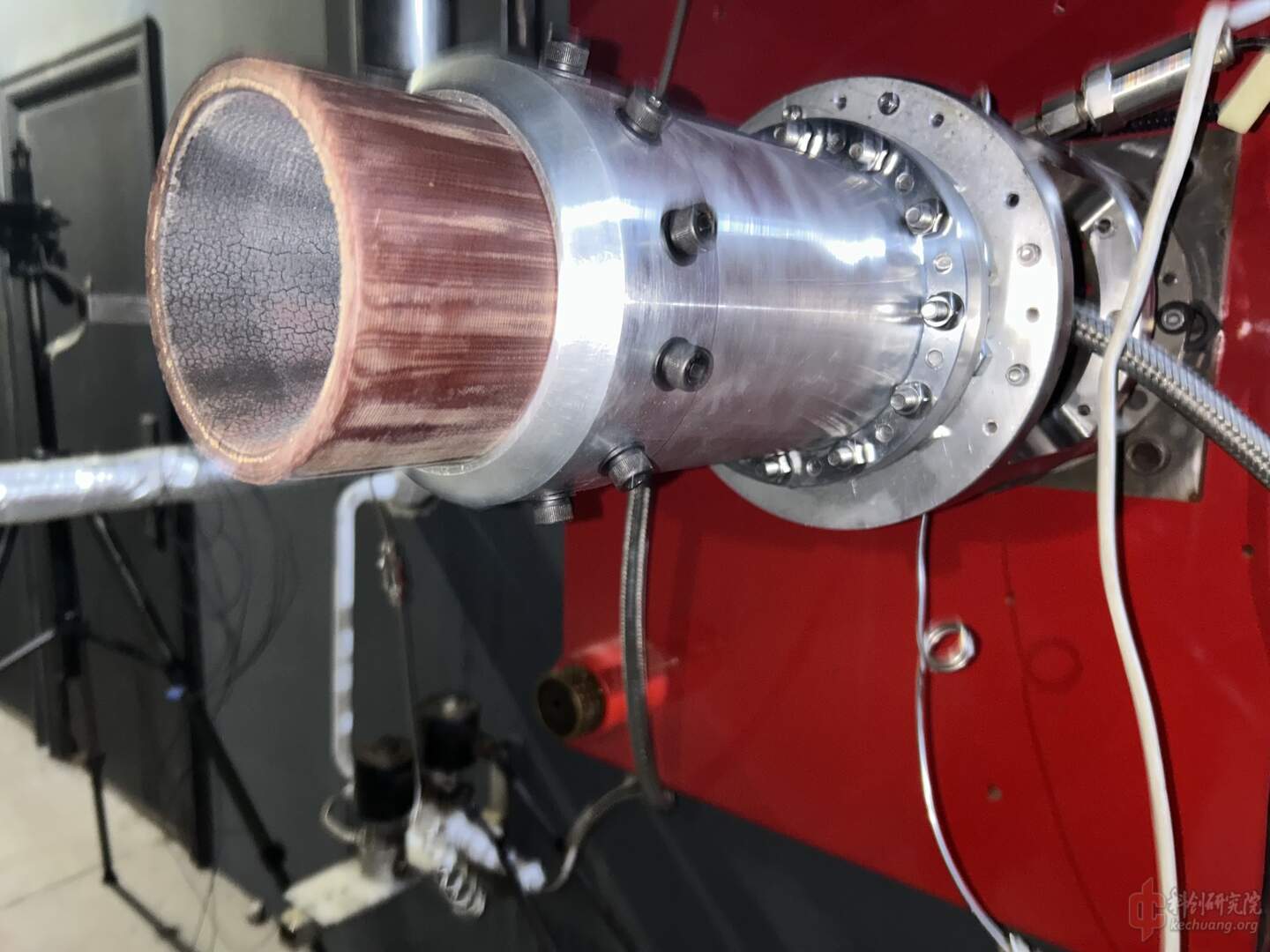
工作25秒后的状态,喷注器未见烧蚀,针栓甚至还结霜了,推力室壁&喉部烧蚀较为严重,这是因为此发动机采用烧蚀冷却,喉部烧蚀形态不规则可能是由于针栓头部轴向喷注的液氧在喉部随机形成热点导致



发动机室压,推力数据,可见仅为设计值的一半,推测是由于文氏管压降过大导致的喷注器压力不足,主要是由于太匆忙试车,没有进行冷流测定压降。
引用Na4TNAE_SSSIC发表于30楼的内容发动机室压,推力数据,可见仅为设计值的一半,推测是由于文氏管压降过大导致的喷注器压力不足,主要是由于...
推力建立较慢可能是由于预冷不充分导致的







200字以内,仅用于支线交流,主线讨论请采用回复功能。