
3D打印的喷口模型,用来观赏,把玩,送人



点火药测试(kn-mg-al),莫名好看(像一团棉花)

一些KNSB燃料测试

玩了这么久塑料机,我想我也应该上金属发动机了,这是我第一枚金属发动机,很多不规范的地方,请多指教
先上科创发动机计算机设计图
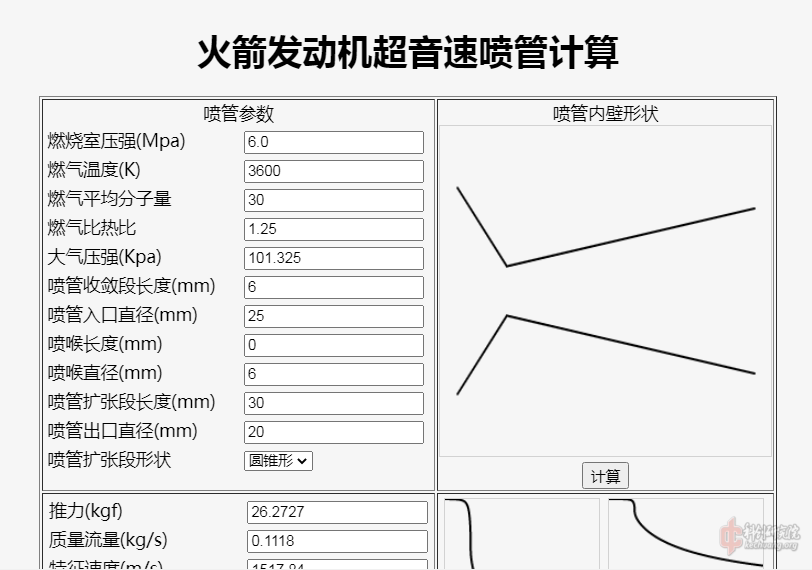
算出扩张比约为11
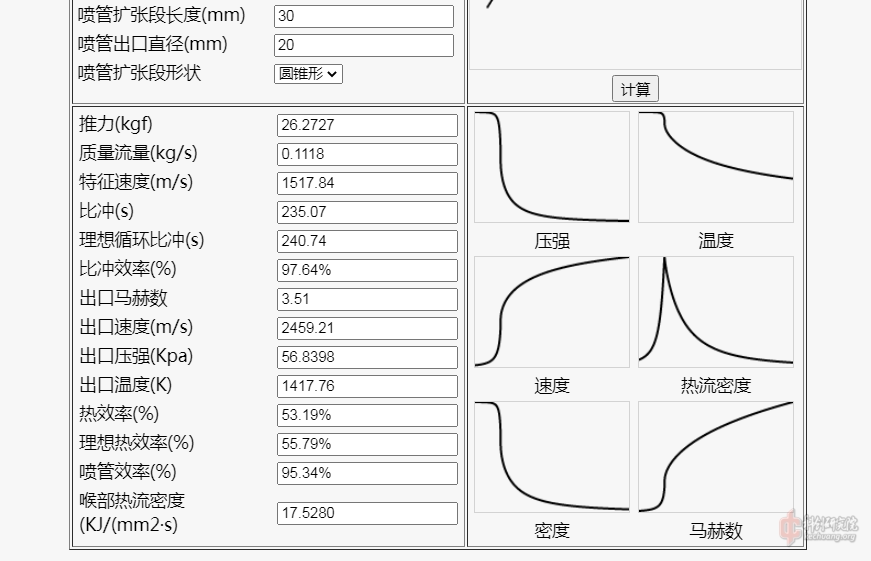
再上各种计算图




这安全系数....不怕炸机了

CAD画草图



这个喷口我打算用两个线径2mm外径25mm的氟胶圈密封,再用4个M6x5的机米螺丝固定(其实最好应该用螺丝强度计算器算一下的,但是我的电脑不知道怎么,用不了这个程序...)
需要注意的是这个密封圈槽深有讲究的,在这里要感谢 @谁叫小明 对我的指点。下面是两张关于开槽的图。


3D模型

铝管示意图(我的是四孔的)

相信大家都知道,车床加工真的很贵!!
在找了十多家店后,终于发现了一家很良心的商家。
前方多图警告!






管体用外径30mm内径25mm6061铝管,喷头堵头用45钢(有点死重,在小发动机上更应该使用酚醛),全套重228g(喷头62.8g,堵头71.9g,铝管87.6g),加上燃料300来g(隔热层用的是25mmpvc管)
这么一套,只要100(铝管是我出的,喷口堵头材料店家出,我的铝管其实也不贵,10块钱一段),多来几套可以压到每套75。
优美的分界线
第一次试车
装机,准备试车,结果意外出现了(悲
燃料柱隔热层受热变大导致很难塞,我就用
那个木棒往里怼,结果木棒出不来了,只能
往里进,当然也可以把喷头取下来,再把燃
料推出去,但燃料可能已经卡住了,干脆
“木头堵头”



一个金属堵头就要70g,而酚醛棒之类的质量是真的轻,由此可看出,小发动机真的不太适用金属喷口堵头,太死重了

因为用的是“木头堵头”,要是首次试车金属机,保险起见,插土里试车。
视角一
视角二

百牛推力还是有的,后面两秒歪了,
是由于制作燃料时金属棒歪了,燃料柱
不同心导致,现场的声音真是震耳欲聋!!!
木头堵头,竟然还不错,丝毫没有漏气。
(运气好)



整体烧蚀都不大,洗洗又是“崭新出厂”。

第二次试车
这次的隔热层用的是上次试车洗净的pvc隔热层(因为我看上次没什么烧蚀,也懒的去热缩了),效果也还不错,挺好塞的,这次全金属上阵(忘了测重量了,大概300来克)
上试车台试车!
视角一
视角二
通过视角一逐帧截取可以发现工作时间为1.3s,而且点火延时很小。

成功采集到试车数据

从采集的数据来看,发动机工作时间大约
为1.02s(所以从视频上看工作时间是不太
准确的),最大推力仅62N,与理论103N相
差过大(或许也有摩擦力的因素,但还是
有很大问题的)
推力曲线

(注意,横坐标的时间单位是0.01s)
问题分析与解决方案:
①我这枚发动机的设计顺序有问题,应该先结合实际需求(比如推力大小,发动机尺寸,燃料柱等)过一遍SM后算出最佳扩张比,然后再设计喷口、堵头(密封圈,螺丝的问题)
过了SM后,发动我的这枚发动机的最佳扩张比为5.5左右,而现在的扩张比是11,什么真空发动机....
②喷口堵头确实挺难塞,涂点润滑油强行塞进去...我准备把槽开深一点;
③隔热层也巨难塞,我有热缩,但好像在加入KNSB后变粗了,只能拿砂纸磨.,下次一定改进下,用24mm的环氧管.
④第一次试车产生的残渣过多,第二次试车明显好转,燃料制作工艺需要讲究,不然影响很大。
⑤我将燃料倒入隔热层后1h左右就放入了真空袋密封,1天后打开准备试车,结果发现燃料拄中孔变小了变形了(第二次试车的燃料,相信这个影响也不小),所以一定要在燃料拄充分硬化后再真空包装保存;其次燃料柱的中孔要大于喷喉直径;需要制作模具,不要相信你自己的“手动回正”(模具的制作需要考虑公差,不然塞不进的)
这就是我的第一枚全金属发动机,问题与惊喜并存,痛苦并快乐着,感谢@谁叫小明 @薄荷糖MasQ等大佬对我的指点,欢迎各
位留言!
[修改于 2年3个月前 - 2023/01/25 22:57:14]
3D打印的喷口模型,用来观赏,把玩,送人
点火药测试(kn-mg-al),莫名好看(像一团棉花)
一些KNSB燃料测试


200字以内,仅用于支线交流,主线讨论请采用回复功能。