

这点焊机有点薄弱啊,估计最多只能点0.1mm的镀镍钢带,玩玩还行,无法实用
加载中
加载中
表情图片
评为精选
鼓励
加载中...
文件下载
加载中...
过年的时候到大姐夫家玩,跟大姐夫吹嘘自己买了两个法拉电容,很好玩,结果大姐夫从地下室里搬出一箱子进口法拉电容,不知道干点啥好,当时内心是瀑布汗啊,于是建议大姐夫做个点焊机玩玩,平时焊接电池组时也能用到,当然大姐夫是没时间玩了,于是这个好玩的任务便被我承包了。。。设计三层电路板,模块化设计,最底层是固定超级电容的均衡电路板,中间层是mos管矩阵电路板,最上边是单片机控制电路板
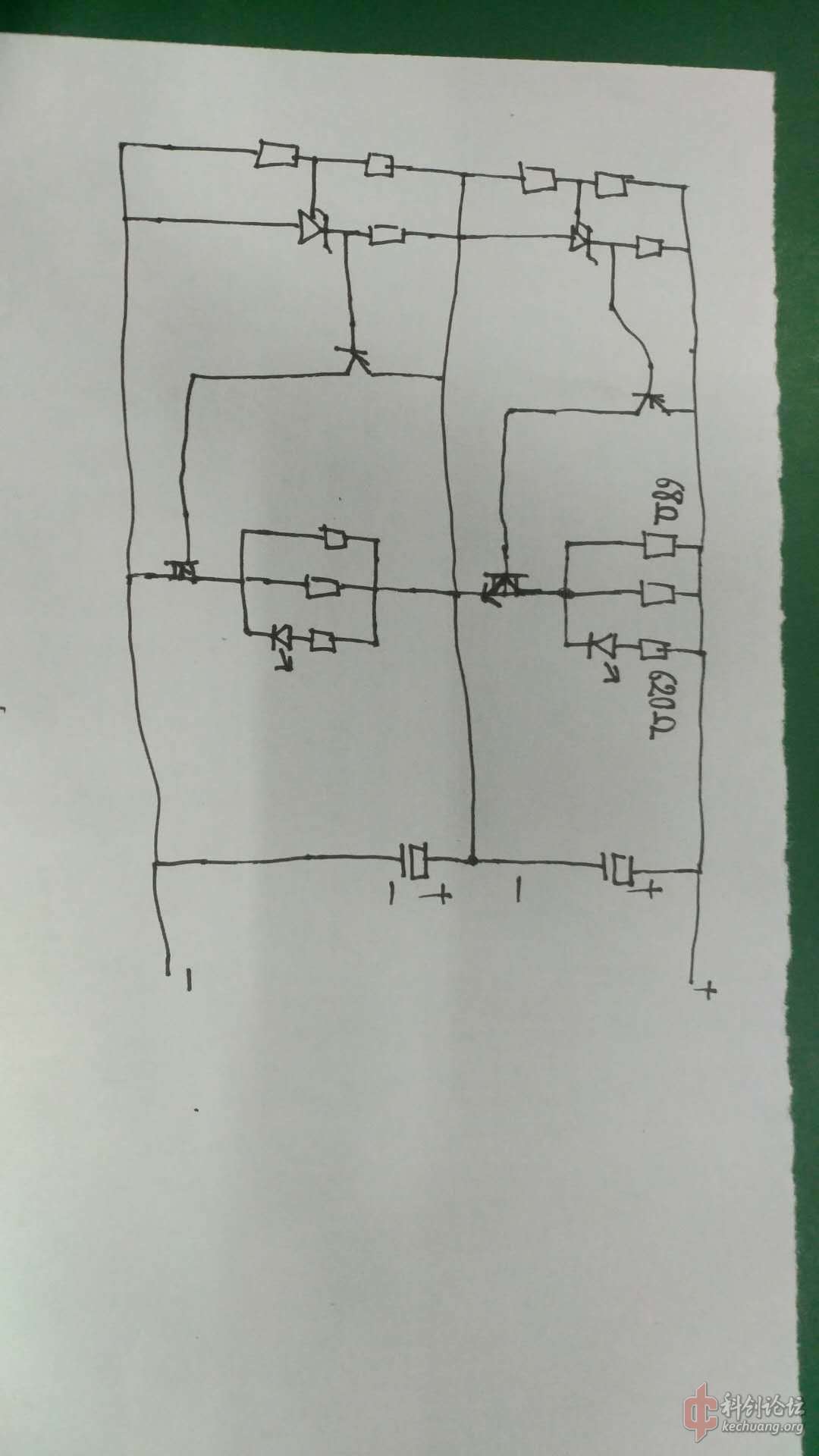
下图是用TL431做的均衡充电板,超级电容耐压2.8v容量3000F,均衡起控电压2.78v均横电流800mA
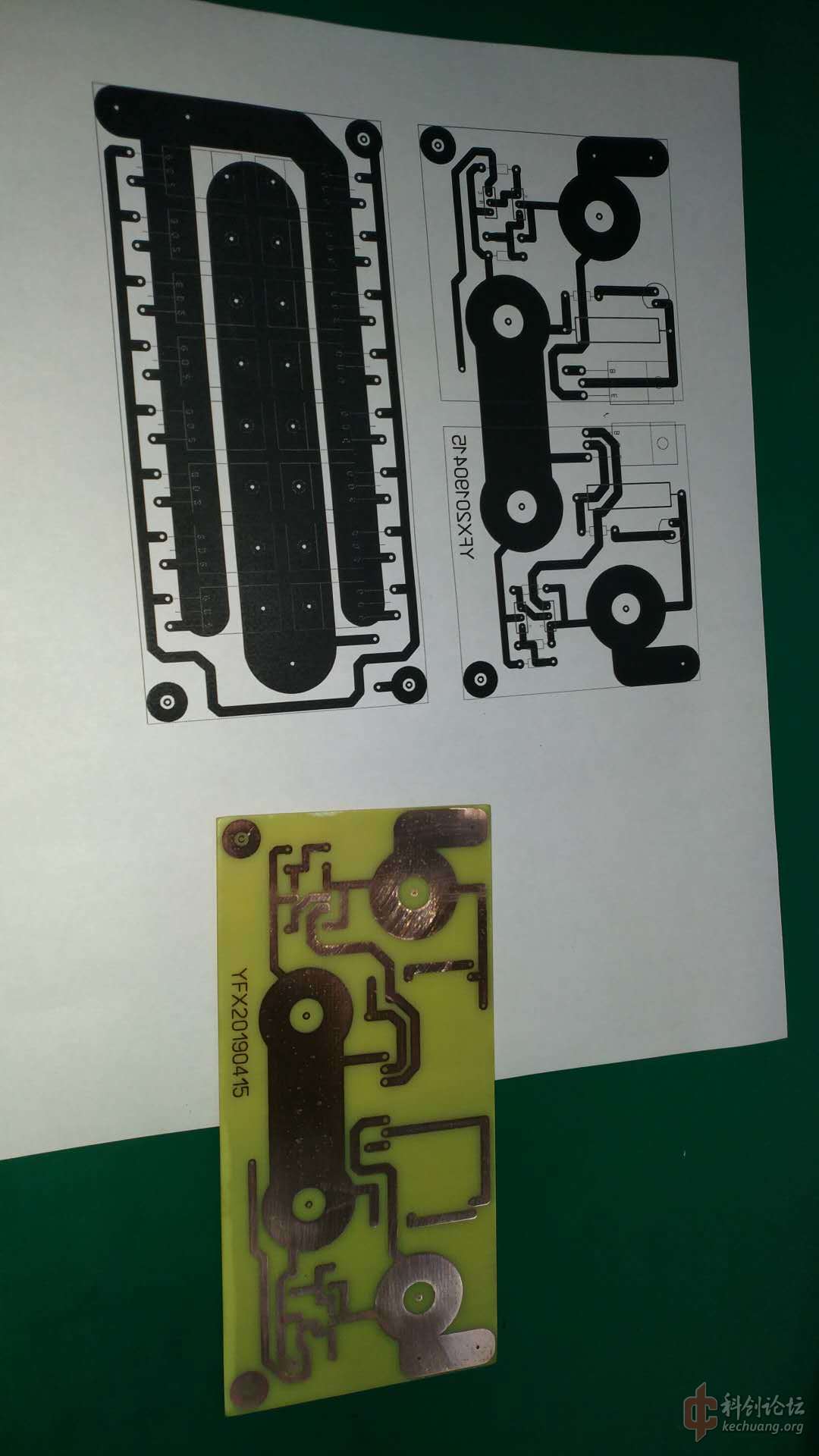

为了大电流低内阻,特意买了铜带厚0.6宽2cm


均衡和mos矩阵板放在一起试一下

打孔加工

安装上一个,感觉很漂亮啊

来一张工作室的一角

临时帮同事刻一个收款二维码,电脑控制运行,不耽误干活,继续点焊机

装好的mos管矩阵电路板


这个后面是要加铜条的,还没弄
组装在一起看下效果,感觉还是很漂亮的



今天就先到这,以后会持续更新
[修改于 6年1个月前 - 2019/04/17 19:56:16]
放心,mos管矩阵板后面是要铺铜带的,关键连接处也是厚铜带连接,大电流是没有问题,之前已经测试在没有焊针的情况下,用纯铜焊接0.1的镍带没问题
好像有一个管子的栅极没接上?
法拉电容 不是内阻很大的吗?也有小的吗?
有两种法拉电容的,普通小个的像纽扣电池一样的是保持时钟或者保持数据的,内阻很大,还有一种经常用于并联在汽车蓄电池上面用来加速点火增加电池寿命的,那个内阻很小的,淘宝有拆机的卖,有人拿这种做点焊机的
闲鱼上大量售卖的下面这种电容,额定最大放电电流为1970A,短路电流更是高达7700A,只是有破坏性...
点焊机电流起步就是4000A,要想稳固点焊0.2毫米镍带需要6000A,要想点焊0.2毫米铜带需要8000-12000A,这个额定都不到2000A的刚刚够个零头
点焊机电流起步就是4000A,要想稳固点焊0.2毫米镍带需要6000A,要想点焊0.2毫米铜带需要8...
确实如此,但最大额定电流1970A这个参数是按1S持续时间计算的,对于点焊这种瞬间的操作估价放宽到3KA问题不大,并且这个电容耐压48V并不实用,比较好的办法是拆外壳取电芯然后再重新串并联,对于业余使用基本够用了。
确实如此,但最大额定电流1970A这个参数是按1S持续时间计算的,对于点焊这种瞬间的操作估价放宽到3...
问题是你不会只点一下。一节电池要点6次,装一组电摩用的72V40ah电池需要点2000多下,点快了电容受不了,点慢了你耽误工夫受不了,怎么都不合适
趁着五一小假期,把点焊机后续完成



第一次绿油阻焊蹭







l连续点焊注意电容和mos管的散热,建议加个小风扇吹吹。
回复楼上,场效应管阵列 1ms随意焊接,没有温升,2ms略温 也是随意焊接的,至于电容干脆没有温升,已经测量了,该电容内阻0.5毫欧一个,mos管阵列1毫欧,点焊笔加线0.7毫欧一支,还是有提升看空间的
希望楼主介绍一下点焊触头的原理和制作。
是一定要双针同时通电,还是一个电极在电池外壳上,只需要一个电极去熔接。对于电池正极这种很难另接电极的地方,能否让点焊电流通过电池?
点焊机是利用大电流热熔化母材金属,形成焊点的电阻焊方法。焊接时电流肯定是不能流过电池的,因为电池的内阻是比较大的(普通的18650),电池正极面积也是挺大的,两个电极是可以同时按在上面焊接的
这个点焊机比较新颖的是点焊控制检测部分,当两只点焊表笔和要焊接镍带接触后,接在单片机P3-4口的光耦就会给单片机一个低电平信号,但是这时单片机不会给出触发信号,是会有一个延时检测,当连续低电平信号超过1秒(可设置,中间如果有松动,重新计时),单片机程序认为确实是要焊接而且已经准备好了,会给出双脉冲来驱动场效应管矩阵进行点焊。该电路省去了市面上大多点焊机的笔触开关或脚踏开关,单人操作更简便,无机械开关,寿命更长更稳定。
















200字以内,仅用于支线交流,主线讨论请采用回复功能。