



索子和这挺类似的,那是不是就可以。。。

89867
%7B%22isLastPage%22%3Atrue%2C%22notes%22%3A%5B%5D%2C%22pid%22%3A%22928870%22%2C%22tid%22%3A%2289867%22%2C%22mainForumsId%22%3A%5B%22120%22%5D%2C%22categoriesId%22%3A%5B%22178%22%5D%2C%22tcId%22%3A%5B6%2C11%5D%7D
%7B%22isEditMode%22%3Afalse%7D
一种柔性防水碳芯电阻棉线缠绕机的制作
中文摘要
柔性防水碳芯电阻FWCCR(Flexible waterproof carbon core resistor)一般是指用高纯石墨粉作为内芯,其外包覆一定强度的棉线或涤纶线,最外层包覆柔性防水高分子薄膜的一类电阻。因内部石墨粉呈松散结构,石墨粉之间的接触电阻与粉末的密度(紧实程度)高度相关(早期磁石电话的碳晶话筒也是利用相同原理),故此类电阻的阻值除受长度影响外,对自身受到的挤压、折弯、震动、位移等机械形变十分敏感。柔性防水碳芯电阻因价格低廉、反应灵敏、部署简单,被广泛应用于安防围栏、建筑结构形变监测、地质应力监测、滑坡塌方监测预警等领域。
但个人名义在市面上不易够得此类电阻,想要弄些用来做实验根本没有渠道,石墨粉十分易得,但棉线的均匀缠绕和线径控制是个问题。因此本人参考了网上部分贴文和视频,利用一些较为廉价的材料加工制作了一台棉线缠绕机。使用效果拔群,特分享到本坛,以供有意研究者参考。
但个人名义在市面上不易够得此类电阻,想要弄些用来做实验根本没有渠道,石墨粉十分易得,但棉线的均匀缠绕和线径控制是个问题。因此本人参考了网上部分贴文和视频,利用一些较为廉价的材料加工制作了一台棉线缠绕机。使用效果拔群,特分享到本坛,以供有意研究者参考。
制作背景
柔性防水碳芯电阻FWCCR(Flexible waterproof carbon core resistor)一般是指用高纯石墨粉作为内芯,其外包覆一定强度的棉线或涤纶线,最外层包覆柔性防水高分子薄膜的一类电阻。因内部石墨粉呈松散结构,石墨粉之间的接触电阻与粉末的密度(紧实程度)高度相关(早期磁石电话的碳晶话筒也是利用相同原理),故此类电阻的阻值除受长度影响外,对自身受到的挤压、折弯、震动、位移等机械形变十分敏感。柔性防水碳芯电阻因价格低廉、反应灵敏、部署简单,被广泛应用于安防围栏、建筑结构形变监测、地质应力监测、滑坡塌方监测预警等领域。
但个人名义在市面上不易够得此类电阻,想要弄些用来做实验根本没有渠道,石墨粉十分易得,但棉线的均匀缠绕和线径控制是个问题。因此本人参考了网上部分贴文和视频,利用一些较为廉价的材料加工制作了一台棉线缠绕机。使用效果拔群,特分享到本坛,以供有意研究者参考。(特别声明:本贴文仅限于防水碳芯电阻FWCCR棉线缠绕机的制作参考指导,对于将该结构移作他用或因仿制贴文中的机械、电路,在加工过程中造成的人身伤害,本人不负任何责任。)
先上由该缠绕机制作的FWCCR成品图,成品线径3±0.2mm,外表可见防水膜包覆均匀,棉线缠绕规则,内部石墨粉芯密实饱满。成品电阻率实测为2.735Ω/m(20℃,RH55%,自然水平拉直,张紧力10N),手指按压任意部位,电阻值可在十毫欧量级读出响应,初步达到应用效果。


做了近百米,一致性极佳。左边是低阻高速型,右边是高阻低速型。

关键结构要点解析:
零、投料机构
投料机构主体是个不锈钢大漏斗,底部粘接了个黄铜套,让内孔径缩小到7mm。投料斗通过焊接法兰盘,使用销钉和盲孔铝柱实现轴向快拆,径向刚性的三点式连接,方便随时将投料斗拔下换线。在正常工作时,料斗与缠绕盘一同转动,投料斗的上方布置有2个芯线轴,这里要采用简单的弹簧摩擦张紧结构,保持芯线一直贴着料斗内壁,当料斗旋转时,通过芯线不停地搅拌和刮擦作用,让石墨粉料源源不断从料斗落到落粉锥中。同时芯线还起到一定的缠绕骨架作用,芯线不宜过多过粗,这将明显影响成品“导电速度”。



一、缠绕机构
缠绕头这个部件是整体制作成败的关键,直接影响到棉线缠绕的均匀度。整体用6061铝合金车床加工,顶部的落粉锥锥度半角应控制在35-45°以内,导线槽应使用线切割加工,宽度不宜超过0.5mm,这样才能保证落粉顺畅,绕线缠距均匀密实。导线槽的数量与线轴数量一致就行,一般为6、8、12、16、24等偶数,槽数越多缠距越大、成品轴向抗拉力越大(轴向拉伸形变量越小),但是线轴盘的尺寸也就越大,不易小型化。折中取12槽比较合适。中间的过线孔直径决定了成品直径,可以取稍大的孔径(铰到6.05mm),方便插入长度80外径6内径3-5的黄铜管,我这里用的内径3mm的管,方便快速地调整成品线径。

结构下部为轴承位,外径根据自己选用的轴承合理调整。

下面这种标准件法兰双轴承座非常适用,双轴承可以大幅减低径向跳动。

下面是用普车加工调节成品线径用的黄铜套,端面要用锥度铰刀铰成和缠绕头落粉锥一致的锥度。

这是落粉锥与黄铜套的特写

下面是用数控铣加工支撑法兰轴承和步进电机的铝型材。

下面是装配好的缠绕机构部分图,从低噪声、抗过载和防静电的角度考虑,传动结构优选采用含碳橡胶圆皮带传动。个人制作不追求高速高产,因此整个缠绕盘的转速控制在100rpm以下即可,应该更加注重的是转速的精密可调和足够的扭矩,因此我采用4260步进电机加上U形皮带轮作为动力源。这里采用的是双层异向缠绕,在缠绕第二层线之前,应避免对一次绕线半成品的弯折和抖动,不然会导致内部石墨粉芯漏出,影响成品质量。因此两层缠绕盘应呈竖直方向布置,一次缠绕漏下的微量粉末还可以被二次缠绕包裹进去,减小粉尘污染。棉线轴的内径较大,内部应加上合适的尼龙或黄铜轴套防止剧烈跳动,经实测,无需对线轴加上额外的阻尼或张紧结构(之前有加,但各轴张力的差异不容易调平均,易导致绕线偏心,线径缩小)


二、导向及防水覆膜机构
下面是导向轮,将两层缠绕后的半成品导向至防水覆膜器,二次绕线后,可以随意弯折不会漏粉,但是以防万一使用时还是在下发放一个接料盘,免得打扫卫生为好。

下面是防水胶覆膜器及夹具3D打印加工,我这里选用的是UV固化软胶(tb:小云朵UV软胶),选一个尺寸合适的避光HDPE瓶子,两端用尼龙宝塔头(内孔用钻头扩至3.2mm,稍大于缠绕头孔径)做成引导头和匀膜头,这种UV胶的粘度达2500cps,有成品缠绕线封堵的情况下胶液不会流出,大可放心。PS:实际使用时,匀膜头应向下,将绕线成品从中间穿过。


三、防水膜固化机构
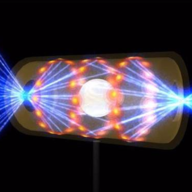
防水膜可选的种类很多,常见的有、沥青、柔性环氧树脂、硝基漆、赛璐珞丙某溶液等,但这些材料的固化(或溶剂蒸发)时间都很漫长,业余制作耗时占地。UV软胶虽然稍贵,但业余少量制作影响不大。UV胶的固化需要UV光(紫外光),实测385nm的紫外光固化效果最好,兼具高能量与强穿透。我这里选用的是50W电功率的UV-LED灯,固化器的制作稍微麻烦些,取外径63mm长度300mm的加厚避光PVC管,中部粘接直接头补强后,内贴PET镜面膜,以期实现背部固化及最大程度利用光效,用铣床加工出LED灯的安装位,结构胶粘接之。
下图为粘接好PET镜面膜的PVC管

下图为CNC加工LED灯安装位

下图为组装好的固化器,两头用中心钻有4mm孔的堵头堵住(无需粘接),防止漏光。

四、收线机构
这个需要慢速大扭矩,转速精细可调,结构自便。我这里用的是24V/16rpm的蜗轮蜗杆减速电机再配合皮带轮减速一级(兼抗过载),这里用直流电机的好处是,缠绕层数(半径)增加时,负载力臂也增加,同驱动电压下电机转速会自动降低,以实现线速度相对恒定。
下图为收线机构,合理调节收线导向轮,让绕线成品从固化器孔中心穿过。

五、整体结构
整体结构采用4040铝型材和诸多标准件搭建,简单快捷。木箱子做了个电控箱,对两级绕线步进电机,收线电机及固化光功率进行调节,以方便通过实验得出最佳的转速比例。通过实验,最佳效果为:
一次绕线盘:12轴12槽;动力源4260步进电机,8细分,驱动电流2A,转速70rpm;皮带轮减速比4:1。
二次绕线盘:12轴12槽;动力源4260步进电机,8细分,驱动电流2A,转速285rpm;皮带轮减速比4:1。
收线盘:动力源24V直流蜗轮蜗杆减速电机,空载转速16rpm@24V,驱动电压24V,PWM脉宽80%@20KHz;皮带轮减速比10:3。
固化光功率:这个没条件测试,电功率42W。
(上述参数经过200米的测试的测试,最终确定效果最好)
下图为整体组装结构

下面是缠绕机构及覆膜器运行视频
1.mp4 点击下载
下面是二次缠绕特写
2.mp4 点击下载
下面是缠绕过程的特性
3.mp4 点击下载
六、石墨粉的选择
石墨粉虽然叫粉,但对粒径有要求,最好粒径在0.18-0.28mm范围(对应60-80目区间过筛),粉末太细,假密度低,流散性极差,不易流入落粉锥,即便落入了,也容易被绕线“勒细”;粉末太粗,在缠绕时容易形成疙瘩,电阻率不均匀,甚至会导致断路。

以上就是制作过程及有关要点的分享,有意见建议欢迎交流指正。
补充说明:
1、石墨粉必须加入5%的聚硅氧烷(其它疏水材料应该也可以,不过没试过),靠其强大的疏水性能让防水膜只浸润在2层棉线之间,避免防水胶液浸润到石墨粉影响导电性。同时,聚硅氧烷还可以作为导电速度调节剂,在质量分数1%~10%的区间内,对疏水性能影响不大,但对导电速度的影响极其显著。需要强调的是,疏水材料对防水包覆胶液的疏“水”性要经过实测,并不保证文中的聚硅氧烷对形如NC丙某溶液等具有抗浸润性。实际使用之前,应该做抗浸润实验,取少量添加有疏水材料的石墨粉(在石墨造粒时添加效果好于造粒后混合)均摊于表面皿上,滴入几滴包覆材料胶液,观察胶液是否会在表面张力的作用下结聚成球(这是液体接触疏水材料的典型特征),随后静置5min以上,观察胶液是否会浸润至下方石墨粉,如有浸润则疏“水”性不合格。实测合格的配伍方能使用。

2、经过一段时间的运行发现,UV胶在固化时,一是温度较高,估计能到70℃,二是会释放某种蒸汽(不确定是不是水)导致在内部PET镜面膜上冷凝成液滴,影响反射效果。为此,重新设计了UV固化器部分,3D打印了一个风道构件,将LED灯散热后的部分气流导入固化腔内,一来可以降低固化温度,二来可以吹扫固化过程中产生的不明蒸汽。相应的,固化器出口端的堵头遮光意义其实不大,还增加风阻,可以直接去掉。
下图为改良后的固化器结构

还未重贴PET膜的样子,方孔为UV光出光孔,圆孔为风孔。

更新说明:
2024.02.06:上传缠绕机构运行视频,更新了电机转速及光固化功率的描述。
2027.02.10:添加了石墨粉疏水添加剂疏水性能的测试方法及图片。
[修改于 9个月28天前 - 2024/02/10 20:31:50]
赞啊,有厂机范儿了。以前参观一些同轴电缆厂,有的工序装备和你这个差不多,只是多了个让一圈线轴们自动互相绕华尔兹的线轴交换机构,这样可以让屏蔽铜网形成编织效果。
引用
1
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
 嘘,懂得都懂
嘘,懂得都懂
引用
4
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。


引用
1
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
嗯嗯 纸带缠绕也想过 结构原理是一致的 奈何tb找不到合适宽度厚度的纸卷轴 缠纸包覆沥青是最好的
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
嗯嗯 纸带缠绕也想过 结构原理是一致的 奈何tb找不到合适宽度厚度的纸卷轴 缠纸包覆沥青是最好的
碳精的话不见得哦,棉线对碳精有较好的附着力,纸带可没有。
那种三料粉有硫,本身有自粘性。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
一般是先用棉线缠绕一次 再用牛皮纸带包裹 包覆沥青后再缠两次线
就是,而且那个棉线很细,缠得特好看,缠距还很大。我的主要疑问是,现在这种浸胶方法,能浸润进去吗,深了会污染碳精,浅了只有外面一层相当于护套,很容易破。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
就是,而且那个棉线很细,缠得特好看,缠距还很大。我的主要疑问是,现在这种浸胶方法,能浸润进去吗,深了...
虎爷还是细心,贴里遗漏说明了,石墨粉必须加入5%的聚硅氧烷(其它疏水材料应该也可以,不过没试过),靠其强大的疏水性能让防水膜只浸润在2层棉线之间。

引用
2
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
虎爷还是细心,贴里遗漏说明了,石墨粉必须加入5%的聚硅氧烷(其它疏水材料应该也可以,不过没试过),靠...
还有个问题是UV胶的固化,浸润到内部的紫外线可照不透。
好了,技术秘密都齐了,静待友商“自主研发”成功,当然也可以造不如买
引用
1
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
还有个问题是UV胶的固化,浸润到内部的紫外线可照不透。好了,技术秘密都齐了,静待友商“自主研发”成功...
一开始我也担心光照不到内层,实际固化后的成品剖开后发现担心是多余的,线的缝隙总是透光的,透过去的光再散射开基本可以无死角照射。而且那光强度超乎我的想象,甚至通过表层薄膜的微弱光波导效应都会让还未进入固化腔的表层胶液固化掉。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
“下面是用普车加工调节成品线径用的黄铜套,端面要用锥度铰刀铰成和缠绕头落粉锥一致的锥度。”
对这一段话不是很理解。黄铜套是否是必须的?是否线是在黄铜套内聚拢缠绕起来的?黄铜套的目的除了调节线径,是否还有易损耗件可更换的目的?
另外,石墨粉我理解是重力下落,这是个开环不受控的过程。是如何保证石墨下落的质量流速均匀的?
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
“下面是用普车加工调节成品线径用的黄铜套,端面要用锥度铰刀铰成和缠绕头落粉锥一致的锥度。”对这一段话...
缠绕头内孔径是6mm左右的,当然不能直接用啦,中间肯定要放根用于约束直径的管子。
关于石墨粉如何均匀下落,应该还有两三根芯线是从中心穿过的,收线的过程起到了带料与搅拌的作用
引用
6
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
“下面是用普车加工调节成品线径用的黄铜套,端面要用锥度铰刀铰成和缠绕头落粉锥一致的锥度。”对这一段话...
您楼下“四时墨幻”兄弟的回帖是正解,是我贴文疏漏没说清楚,相关细节我已更新到一楼。
引用
2
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
“下面是用普车加工调节成品线径用的黄铜套,端面要用锥度铰刀铰成和缠绕头落粉锥一致的锥度。”对这一段话...
如果您只需要做一种外径规格的电阻线的话,黄铜套不是必须的,这玩意的磨损不是很厉害。我是做实验嘛,当然希望能快速做多种规格的出来,那个缠绕头加工极其费时费力,所以加了个容易更换的铜套。黄铜的自润滑性还行,有疙瘩什么的容易拉过去,也别去纠结它铜铝接触的问题,玩玩而已。
引用
2
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
如果您只需要做一种外径规格的电阻线的话,黄铜套不是必须的,这玩意的磨损不是很厉害。我是做实验嘛,当然...
给你个建议,黄铜管可以换成3D打印嘴,这种标准件非常便宜,也易于加工和更换
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
不嫌过胶麻烦的话,其实可以用5020和白乳胶50:50调和(这不是最佳比例,有待各位探讨),这时的黏稠度刚好可以让我用来粘接纺织物,在胶中上色方便观察覆涂情况,过两到三遍(干透了再过)就已经基本定型了,防水再用油性聚氨酯涂料,流程如上。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

要干的快就不能选择那些水性的胶水了,得选择热熔的或者由一些易挥发液体(闻着有刺激性气味的大概率就是了)配置出来的,例如硝基漆(火胶棉)
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

UV胶水固化释放的主要是苯甲醛等有害物质,你说的蒸汽应该也是这种,注意防护

引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
卧槽大神回归,传统手艺不能丢.....
我这儿已经能放了,就差小神鞭了.....

引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

不知道,能不能借鉴一下,我一直想做这种缠绕机用来做索子
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
这个太厉害了,我想两头还需要设计专用连接器,应用起来还需要整套周边体系的支撑。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

有没有一种纤维状/细绳状的物质直接能达到所需特性、或者说浸泡某种溶液晾干后能达到所需特性?然后用十几块钱的减速电机+三爪夹头,一边扭转一边缠绕覆膜,更容易得到手搓的体验……原材料贵一些也无所谓。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。


引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。




ehco
 老干部 学者 机友 笔友
老干部 学者 机友 笔友
200字以内,仅用于支线交流,主线讨论请采用回复功能。