


高频电压?你的电源是直流的,为什么?
30624
%7B%22isLastPage%22%3Atrue%2C%22notes%22%3A%5B%5D%2C%22pid%22%3A%22t30624%22%2C%22tid%22%3A%2230624%22%2C%22mainForumsId%22%3A%5B%22120%22%5D%2C%22categoriesId%22%3A%5B%220%22%5D%2C%22tcId%22%3A%5B6%5D%7D
%7B%22isEditMode%22%3Afalse%7D
自制电火花加工设备
看到其他论坛有自制电火花加工机械的,手痒,自己动手做了一个简易的。
首先说下电火花加工的基础原理:
被加工的工件做为工件电极,紫铜(或其它导电材料如石墨)做为工具电极。脉冲电源发出一连串的脉冲电压,加到工件电极和工具电极上,此时工具电极和工件均被淹没在具有一定绝缘性能的工作液(绝缘介质)中 。
在轴伺服系统的控制下,工具电极慢慢向工件电极进给,当工具电极与工件电极的距离小到一定程度时,在脉冲电压的作用下,两极间最近点处的工作液(绝缘介质)被击穿,工具电极与工件之间形成瞬时放电通道,产生瞬时高温,使金属局部熔化甚至汽化而被蚀除下来,使局部形成电蚀凹坑。这样以很高的频率连续不断地重复放电,工具电极不断地向工件进给,就可以将工具电极的形状复制到工件上,加工出需要的型面来 。
电火花加工特点:
①由于脉冲放电的能量密度高,使其便于加工用普通的机械加工难于加工或无法加工的特殊材料和复杂形状的零件,并不受材料及热处理状况的影响。
②工具电极与工件材料不接触,两者之间宏观作用力极小,工具电极不需要比加工材料硬,即可以柔克刚,故电极制造更容易。
电火花成型加工的应用:加工各种高硬度、高强度、高韧性、高脆性的导电材料,并且常用于模具的制造过程中。
以上内容转自模型论坛。
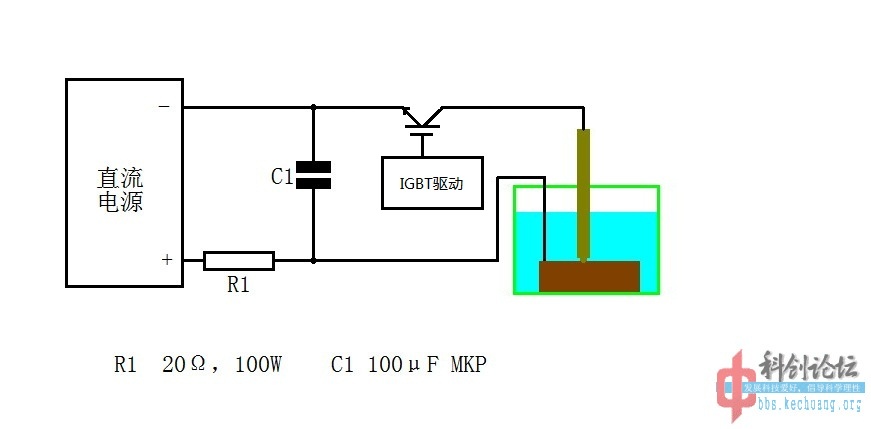
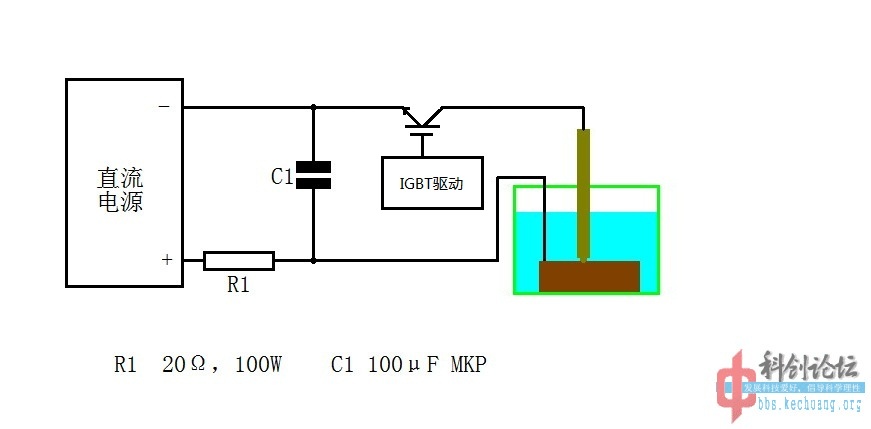
我做的装置构造如下:
![11.jpg]()
![照片 659.jpg]()
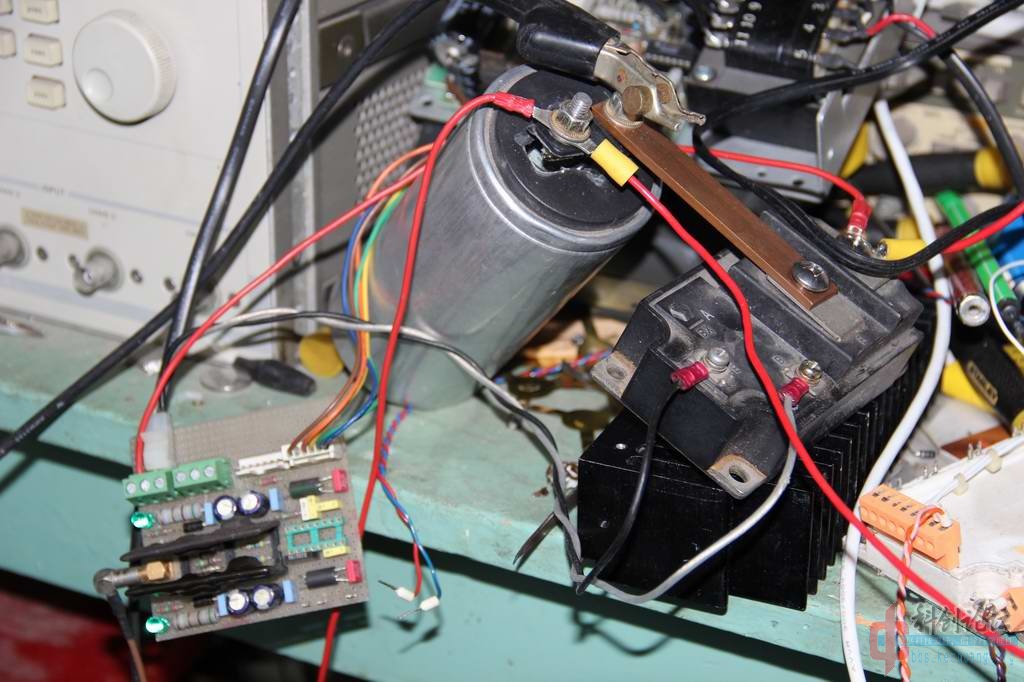
电路部分使用直流电源,串连一个电阻后并联1个MKP电容,电容正极接工件,负极接放电极,模型论坛上爱好者使用电动车充电器作为工作电源,使用20μF电容储存电能,试验中我发现,充电器电压太低,电流也不够大,电容容量小,有时打火不良,导致最终打孔速度很慢,所以我使用的是80VDC电源,用一个大功率灯泡做限流电阻,使用130μF MKP电容做储能效果不错,灯泡既能起到限流作用,当放电不畅电极直接短路时还可以作为指示功能。
![照片 656.jpg]()
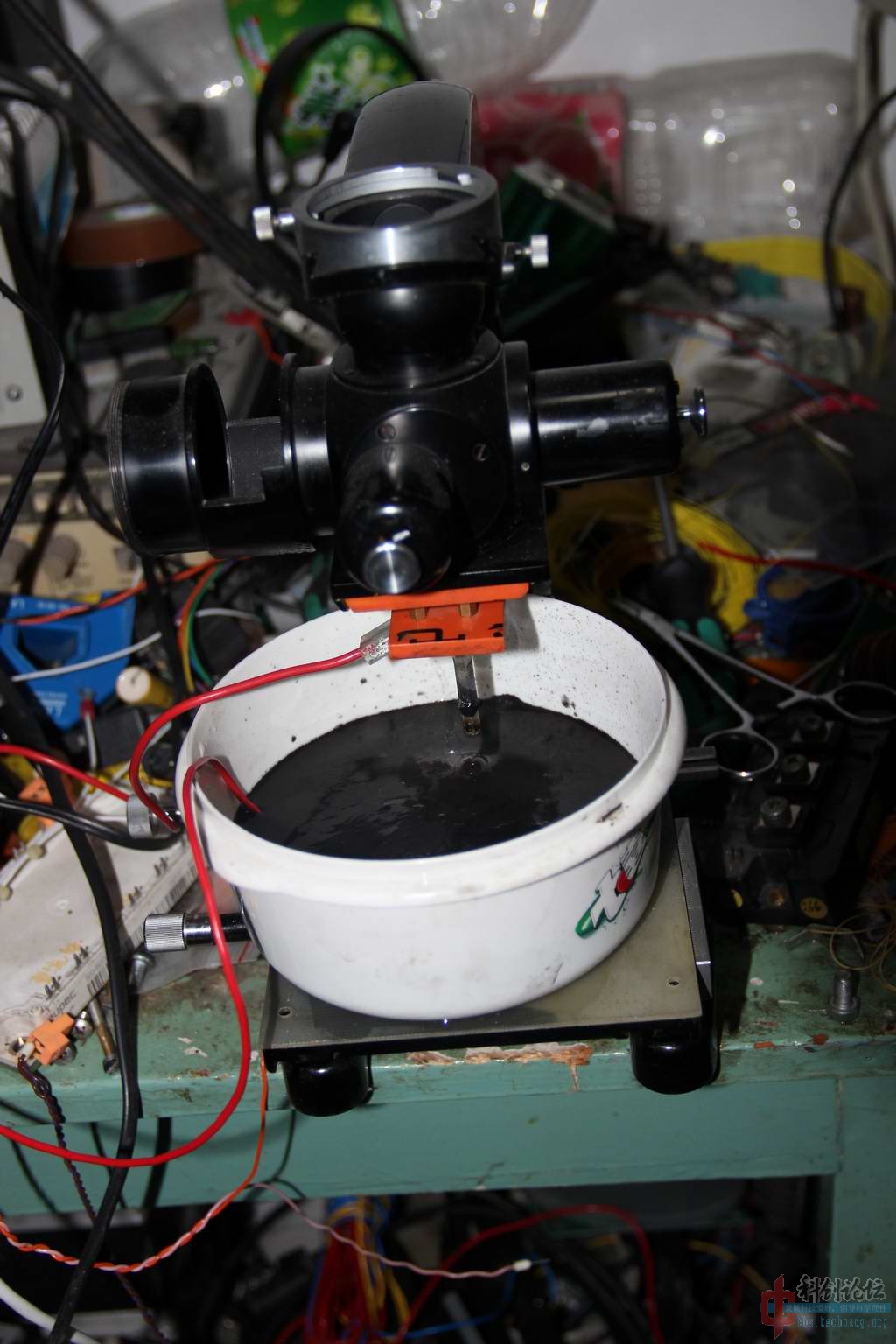
需要加工的工件浸泡在水中,放电电极安装在1个显微镜框架上,显微镜的好处是可以牢固的固定放电极,并可以精细的调整电极高度和工件的水平方向的位移调整。为了牢固固定工件,在加工过程中不乱晃动,做使用高强度磁铁把工件吸附在水池底部
![照片 663.jpg]()
调整电极,使他最后和水中的工件相接触
![照片 644.jpg]()
首先说下电火花加工的基础原理:
被加工的工件做为工件电极,紫铜(或其它导电材料如石墨)做为工具电极。脉冲电源发出一连串的脉冲电压,加到工件电极和工具电极上,此时工具电极和工件均被淹没在具有一定绝缘性能的工作液(绝缘介质)中 。
在轴伺服系统的控制下,工具电极慢慢向工件电极进给,当工具电极与工件电极的距离小到一定程度时,在脉冲电压的作用下,两极间最近点处的工作液(绝缘介质)被击穿,工具电极与工件之间形成瞬时放电通道,产生瞬时高温,使金属局部熔化甚至汽化而被蚀除下来,使局部形成电蚀凹坑。这样以很高的频率连续不断地重复放电,工具电极不断地向工件进给,就可以将工具电极的形状复制到工件上,加工出需要的型面来 。
电火花加工特点:
①由于脉冲放电的能量密度高,使其便于加工用普通的机械加工难于加工或无法加工的特殊材料和复杂形状的零件,并不受材料及热处理状况的影响。
②工具电极与工件材料不接触,两者之间宏观作用力极小,工具电极不需要比加工材料硬,即可以柔克刚,故电极制造更容易。
电火花成型加工的应用:加工各种高硬度、高强度、高韧性、高脆性的导电材料,并且常用于模具的制造过程中。
我做的装置构造如下:
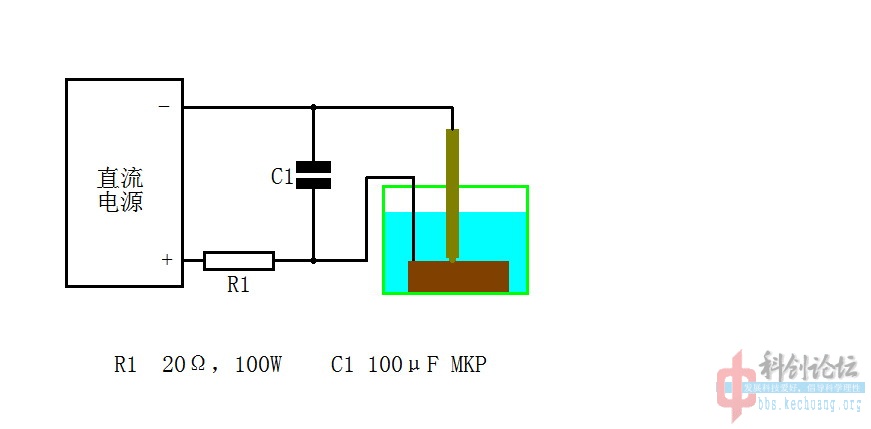

电路部分使用直流电源,串连一个电阻后并联1个MKP电容,电容正极接工件,负极接放电极,模型论坛上爱好者使用电动车充电器作为工作电源,使用20μF电容储存电能,试验中我发现,充电器电压太低,电流也不够大,电容容量小,有时打火不良,导致最终打孔速度很慢,所以我使用的是80VDC电源,用一个大功率灯泡做限流电阻,使用130μF MKP电容做储能效果不错,灯泡既能起到限流作用,当放电不畅电极直接短路时还可以作为指示功能。
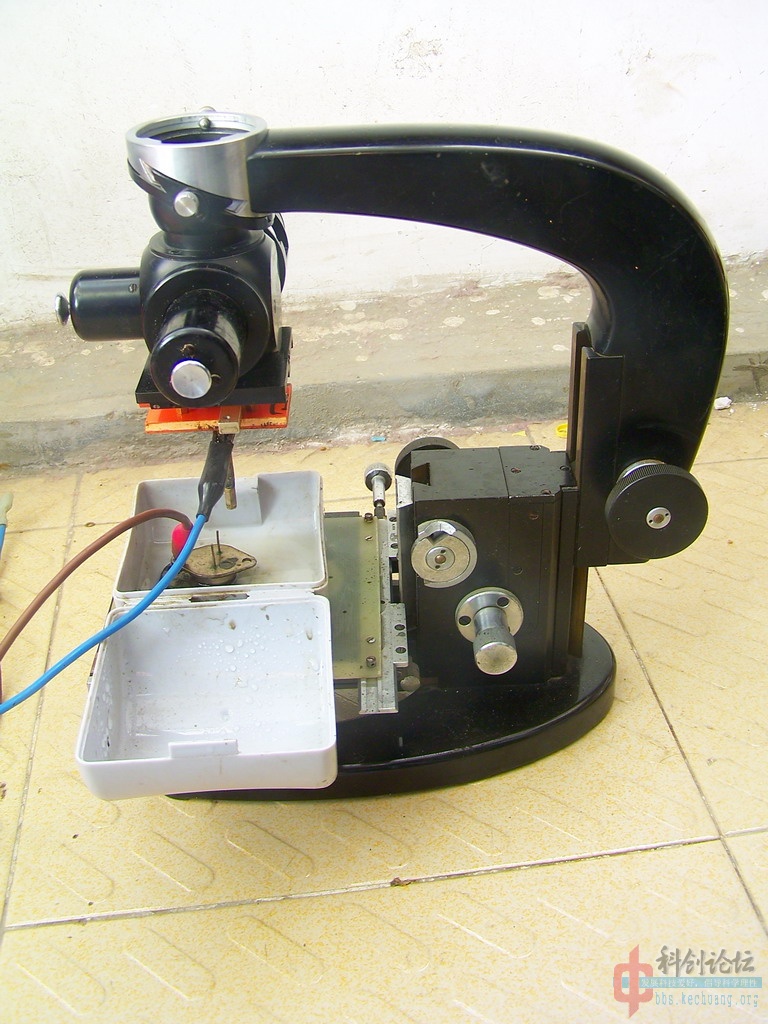
需要加工的工件浸泡在水中,放电电极安装在1个显微镜框架上,显微镜的好处是可以牢固的固定放电极,并可以精细的调整电极高度和工件的水平方向的位移调整。为了牢固固定工件,在加工过程中不乱晃动,做使用高强度磁铁把工件吸附在水池底部
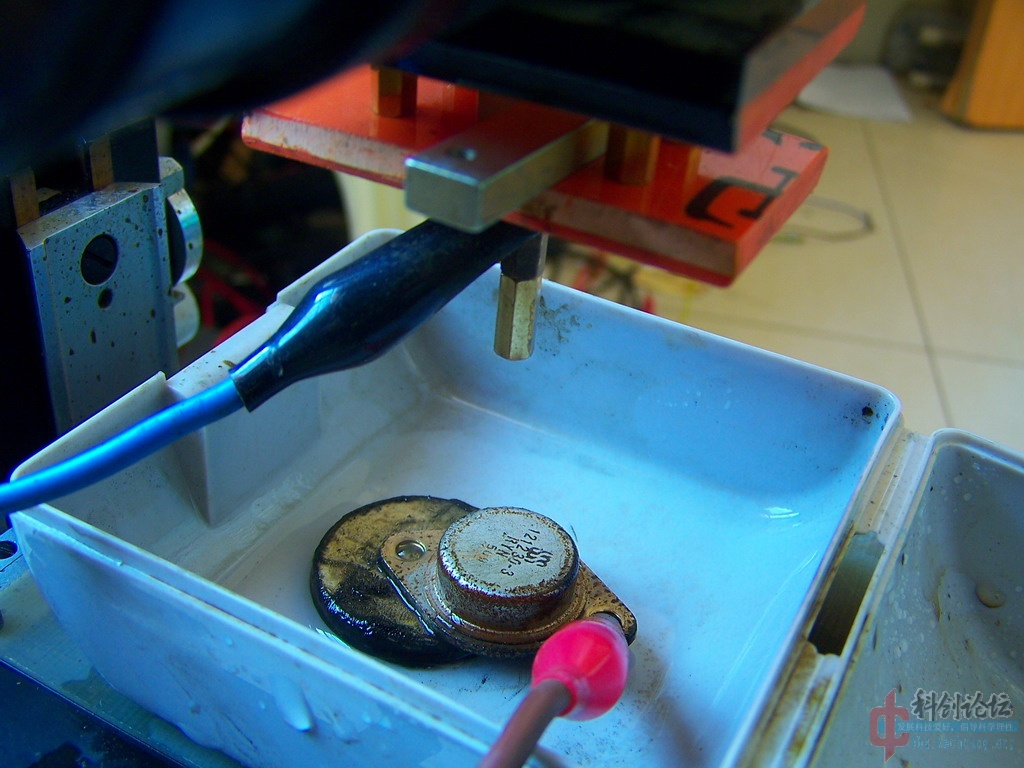
调整电极,使他最后和水中的工件相接触

加载全文

引用第44楼尤小翠于2011-09-25 10:25发表的 :
我有两个问题:
1.电解液改用蒸馏水会不会好点
2.电源使用隔离变压器再整流是否可以提高功率减小刻蚀时间
蒸馏水+1.。。。那个至少不导电
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

这不是电火花。应该是短路熔解击穿所至。[s:274]
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
为了改善加工效果,今天对电路进行了改动,考虑到成品设备使用脉冲供电方式,我在放电的回路上增加了1套IGBT开关电路,把原本基本连续的供电变成受控的脉冲供电,电源继续采用80VDC,机械架构不变,R1电阻采用220V,2KW灯泡不变,新增300A IGBT砖块,驱动电路采用TL494+M57962L自制电路,频率200-1KHZ可调,占空比可调。
![120_2981_028df04a7eebc55.jpg]()
![调整大小 旋转 004.jpg]()
![调整大小 003.jpg]()
经过实验,改善效果明显,原本直接放电时容易发生放电极和工件粘连的情况,导致放电终止,电路短路,改动后只要给进速度合理,基本不会发生粘连的现象,这样一来不但加工速度大幅提高,加工深度也明显增加,原本加工一件厚度2mm左右的铁板大致需要10分钟,并且难度很大,主要是深了以后粘连的很厉害,很难连续放电,需要不断调整电极给进,改脉冲供电后基本可以连续匀速给进,速度合理的话不会短路也不会间断放电,并且发现深度对加工影响变小,尝试加工了1个5mm左右的铁件,基本10分钟打穿,这个厚度在以前是不敢想象的。经过分析,改善的原理应该是这样:以前采用电阻降压,电容储能放电方式,起初电极和工件的接触,因为电容短路的缘故,放电电流很大,可以产生较大火花,随着放电的进行,因为串联电阻的原因,回路持续的电流有限制,大约不超过5A。电容上的电压也就很快降低,而且放电比较连续,基本变成电源通过电阻直接放电的方式,电容储能的左右被弱化,如果给进速度稍快,接触部分的金属因没有足够大电流烧毁而导致熔接在一起,放电停止。而改成脉冲以后,因为放电变成间断式,即使工件和电极给进稍快,因为在脉冲停止期间,电源给电容冲了比较高的电压,脉冲来时通过电容的储能来放电,电流当然比较大,即使放电部分接触的比较良好也会被烧开,然后脉冲间断期间再给电容充电,如此往复。
提示一下,图片上的大孔是原本工件就有的,小孔才是放电得来的![调整大小 006.jpg]()
![调整大小 010.jpg]()
因为实验的还比较少,还没有摸索出一个合理的供电电压和脉冲频率,目前加工的工件感觉精度不算高,如果加工深度比较大,出来的孔会呈现轻度的喇叭口状锥度而且孔和模具尺寸有轻度的偏差。锥度应该是因为随着放电后电极靠前部分持续放电消耗大,本身形状已经变成锥形,加工成锥形也就不足为奇。相信适度调整电压或者更改电极材料可以得到改善。![120_2981_028df04a7eebc55.jpg]()
经过实验,改善效果明显,原本直接放电时容易发生放电极和工件粘连的情况,导致放电终止,电路短路,改动后只要给进速度合理,基本不会发生粘连的现象,这样一来不但加工速度大幅提高,加工深度也明显增加,原本加工一件厚度2mm左右的铁板大致需要10分钟,并且难度很大,主要是深了以后粘连的很厉害,很难连续放电,需要不断调整电极给进,改脉冲供电后基本可以连续匀速给进,速度合理的话不会短路也不会间断放电,并且发现深度对加工影响变小,尝试加工了1个5mm左右的铁件,基本10分钟打穿,这个厚度在以前是不敢想象的。经过分析,改善的原理应该是这样:以前采用电阻降压,电容储能放电方式,起初电极和工件的接触,因为电容短路的缘故,放电电流很大,可以产生较大火花,随着放电的进行,因为串联电阻的原因,回路持续的电流有限制,大约不超过5A。电容上的电压也就很快降低,而且放电比较连续,基本变成电源通过电阻直接放电的方式,电容储能的左右被弱化,如果给进速度稍快,接触部分的金属因没有足够大电流烧毁而导致熔接在一起,放电停止。而改成脉冲以后,因为放电变成间断式,即使工件和电极给进稍快,因为在脉冲停止期间,电源给电容冲了比较高的电压,脉冲来时通过电容的储能来放电,电流当然比较大,即使放电部分接触的比较良好也会被烧开,然后脉冲间断期间再给电容充电,如此往复。
提示一下,图片上的大孔是原本工件就有的,小孔才是放电得来的


因为实验的还比较少,还没有摸索出一个合理的供电电压和脉冲频率,目前加工的工件感觉精度不算高,如果加工深度比较大,出来的孔会呈现轻度的喇叭口状锥度而且孔和模具尺寸有轻度的偏差。锥度应该是因为随着放电后电极靠前部分持续放电消耗大,本身形状已经变成锥形,加工成锥形也就不足为奇。相信适度调整电压或者更改电极材料可以得到改善。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
为了降低成本和提高系统可靠性,我在考虑采用新电路进一步改良这套装置,初步思路为电容充电和放电回路都采用低成本高可靠性可控硅控制通断,电容充电时充电可控硅导通,随着电容电压升高,充电电流变小,充电可控硅自动变成截止状态。此时触发放电可控硅,电容的电能通过工件放掉而产生火花,因为电容电能放完可控硅又自动截止,再重复开始充电。这套电路设计需要考虑的因素比较多,都是因为可控硅不能受控截止的缘故,稍有不慎就会出现无法断电而短路的状况,导致设计难度增大,正在考虑中。
![120_2981_6188ca7954d5695.jpg]()

引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
今天重新试验了电流对放电的影响,较大的电流确实可以提高加工速度,但加工精度明显变差,加工面粗糙不堪。电极材料也很关键,选用不当消耗的比工件还要厉害。损耗的速度与电极本身硬度关系不大,此次试验使用的是钳工用的板牙,相当硬的东西,去加工相对软很多的软铁,消耗速度接近,估计钨钼之类的材料会好很多。
目前试验参数,低电流实际是降低工作电压,40VDC,脉冲频率300hz,占空比10%,连续放电时供电电流大约2A,大电流时电压80V,电流大约4A。
试验中还发现,脉冲频率在200hz-1khz之间,加工效果差别不大,占空比10%-50%,差别不大。
![调整大小 007.jpg]()
这是小电流加工出来的图案
![调整大小 008.jpg]()
这是大电流加工出来的图案
![调整大小 009.jpg]()
作为电极的板牙
![调整大小 010.jpg]()
目前试验参数,低电流实际是降低工作电压,40VDC,脉冲频率300hz,占空比10%,连续放电时供电电流大约2A,大电流时电压80V,电流大约4A。
试验中还发现,脉冲频率在200hz-1khz之间,加工效果差别不大,占空比10%-50%,差别不大。

这是小电流加工出来的图案

这是大电流加工出来的图案

作为电极的板牙

引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

56L图的电源极性是否反了?
可否考虑电源采用可控硅整流的工频电源作为工作电容的充电电源,工频过零的时候触发右边的开关元件实施加工。
可否考虑电源采用可控硅整流的工频电源作为工作电容的充电电源,工频过零的时候触发右边的开关元件实施加工。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
引用第58楼hambaby于2012-03-20 08:53发表的 :
56L图的电源极性是否反了?
可否考虑电源采用可控硅整流的工频电源作为工作电容的充电电源,工频过零的时候触发右边的开关元件实施加工。
图省事这么画的,对比以前的资料,应该是电极和工件上的机型反了。
但我试验中发现,把电极和工件极性反接,似乎没有多大变化,或许实验少的缘故。
工频整流是个不错的办法。我的理解是交流电正半周时电容充电,负半周时停止充电,通过放电可控硅打火,这样的话放电频度不够高,电流小的话加工慢,电流大精度差,要是能提高交流电频率的话应该能好些。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
这2天尝试对超硬合金进行加工,取得部分试验数据。
加工材料为车床用车刀头部的合金钢,俗称钨钢,这种材料硬度极高,除了电砂轮,一般很难对其进行加工。
就是这个
![调整大小 001.jpg]()
电极继续采用黄铜材质
![调整大小 012.jpg]()
加工完成,电极成了这幅模样
![调整大小 011.jpg]()
以上加工采用电极为负,工件为正极方式加工,得到右侧坑,深度大概2mm。后来翻转极性,电极改为正,工件改为负,用同样的电极,同样的工件,同样的电压,同样放电频率加工另外一个孔洞得到左侧坑,基本没有深度,还有类似电镀效应,一些铜质材料留在工件上面。
![调整大小 018.jpg]()
电流监测
![调整大小 006.jpg]()
试验结论:对于钨钢这种材料,也可以加工,但电极消耗明显增大,或许材料选用不当。正确的加工极性为电极负,工件正,如果翻转极性,除了电极消耗快之外,基本不会有加工效果
加工材料为车床用车刀头部的合金钢,俗称钨钢,这种材料硬度极高,除了电砂轮,一般很难对其进行加工。
就是这个

电极继续采用黄铜材质

加工完成,电极成了这幅模样

以上加工采用电极为负,工件为正极方式加工,得到右侧坑,深度大概2mm。后来翻转极性,电极改为正,工件改为负,用同样的电极,同样的工件,同样的电压,同样放电频率加工另外一个孔洞得到左侧坑,基本没有深度,还有类似电镀效应,一些铜质材料留在工件上面。

电流监测

试验结论:对于钨钢这种材料,也可以加工,但电极消耗明显增大,或许材料选用不当。正确的加工极性为电极负,工件正,如果翻转极性,除了电极消耗快之外,基本不会有加工效果
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
对于软铁,加工速度快很多,电极消耗也不很严重
另外发现一个现象有些奇怪,还没有找到原因,在加工面,工件表面会出现类似电镀现象产生的黑色镀层,怎么也擦出不掉
![调整大小 005.jpg]()
而反面就没有
![调整大小 006.jpg]()
![调整大小 007.jpg]()
![调整大小 008.jpg]()
另外发现一个现象有些奇怪,还没有找到原因,在加工面,工件表面会出现类似电镀现象产生的黑色镀层,怎么也擦出不掉

而反面就没有



引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。






看来用脉冲放电效果好呀!
就是电极被氧化的问题不好处理!
就是电极被氧化的问题不好处理!
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

引用第4楼wwt3100于2010-12-07 18:12发表的 :
要说一句话,损坏人民币可是犯法的....
中华人民共和国人民币管理条例第43条规定:故意损毁人民币的,由公安机关给予警告,并处1万元以下罚款。
故意毁损人民币是指明知是人民币,而用各种手段对其予以毁灭或损坏。
.......
你去给格格,啊哥,八旗子弟们说吧,他们拿钱就没当钱,只当是内部的餐饮卷。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

用盐水比较好吧,有一定的阻值,可根据工件的不同适当加减盐巴添加量
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。



电容一定是无极的么?多放几个连续放电可以么?
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

回 53楼(58801524) 的帖子
但是电火花反应的产物会部分溶于水中,这样反应一段时间介质的绝缘性能就达不到要求了。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
对于类似电镀的现象,我是这样想的,是不是电火花加工时,工件作为放电的一极得到或者失去电子,不管是得到还是失去电子,都会发生在工件的上表面(相当于电容被击穿),这样介质中的阴离子或阳离子就会被吸附在这个表面,并且由于电荷中和而留在了工作上表面(其实模具表面应该也会有,只是加工过程中不断的被腐蚀掉了,所以不明显)。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
为什么我用两个空调电容450v50uf并联2000w热得快串联用一个二极管整流220,结果打火的时候就象放鞭炮一样,水炸的到处都是打火的那边是不是也要加限流电阻啊
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

这么高的电压和这么大的容量当然像放炮了[s:274]
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
我想用场管控制放电会不会更好?场管低压大电流,导通压降低。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

火花机的工作液都是煤油、只不过煤油里加了阻燃剂从而改变煤油闪点!
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

曾在模房呆过一段时间
电火花和线切都是一样的原理
通过电蚀来达到加工要求
电火花和线切都是一样的原理
通过电蚀来达到加工要求
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

哈哈,看到这个帖子了~
半年前也自己diy过一个,用的是圆形铜管当电极,5mm直径,是给自己做的刀上开孔的,电源用的是个电动车电源,70v左右,也是用二级螺丝慢慢手动给进,用一个150微法的电容,很慢。。。。最后打了第一个,后面几个我拿去线切割了……
看到过一个设计的自动给进的,很给力~
半年前也自己diy过一个,用的是圆形铜管当电极,5mm直径,是给自己做的刀上开孔的,电源用的是个电动车电源,70v左右,也是用二级螺丝慢慢手动给进,用一个150微法的电容,很慢。。。。最后打了第一个,后面几个我拿去线切割了……
看到过一个设计的自动给进的,很给力~
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。


再一次步slof前辈的后尘,d的火花机打孔效果
仔细阅读下此贴,发现slof老先生许多宝贵经验啊!
![IMG_6456.jpg]()
![IMG_4990.jpg]()
仔细阅读下此贴,发现slof老先生许多宝贵经验啊!


引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

还有玩阿,我也补充一个功能,相当性福的一个功能, 使用LM339 比较 电极的电压,电压一上升到高,位就作成给进的信号,
实现了自动给进,
要快可以分2部, 先粗开料~~~~ BIBIBABA的大火花一路烧下去。把轴转起来效果更好,在精细加工
实现了自动给进,
要快可以分2部, 先粗开料~~~~ BIBIBABA的大火花一路烧下去。把轴转起来效果更好,在精细加工
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。
回 54楼(slof) 的帖子
回slof大神
我是在你的电路基础上做了一点点改动,原理大同小异,如下图
![电火花加工.jpg]()
1,利用大容量电容瞬间给放电电容充电到预设值,然后关断左边IGBT,防止直通伤到电源
2,多加了个 续流二极管,泄放引线回路寄生电感高压
3,利用霍尔电流采样,与预设电流比较,判断短路,断路,自动控制给进量。
三轴平台是用的俺的雕刻机简单改装一下而成,现在没照片,过天把发个贴详细说一下。
我是在你的电路基础上做了一点点改动,原理大同小异,如下图

1,利用大容量电容瞬间给放电电容充电到预设值,然后关断左边IGBT,防止直通伤到电源
2,多加了个 续流二极管,泄放引线回路寄生电感高压
3,利用霍尔电流采样,与预设电流比较,判断短路,断路,自动控制给进量。
三轴平台是用的俺的雕刻机简单改装一下而成,现在没照片,过天把发个贴详细说一下。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。



引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

回 81楼(ehco) 的帖子
高人呀!学习中!
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

感觉楼主的浸泡方式对工件和电极的精度和损耗影响比较大,是否应该附加一个循环泵,工件露出液面,这样靠加工液的冲刷可以带走杂质,也可以保持加工液的温度比较稳定。
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。

好东西呀,以前是对金属各种没办法所以好多东西都是凑合用的=。=
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。


表层发黑是因为电解,楼主可以往电解液中加入少量味精,至于为什么。。。我也不知道,电镀工人是这么说的
引用
加载评论中,请稍候...
200字以内,仅用于支线交流,主线讨论请采用回复功能。


如果是我做一个电路
估计会用下面两个思路
1 用类开关电源直接提供电压 电感蓄流恒流供电给电容 并且限压
2 检测电流mpu控制步进电机调整间隙 步进或者退回
3 水循环过滤系统
不过纸上谈兵
目前还没有需求
引用
加载评论中,请稍候...


200字以内,仅用于支线交流,主线讨论请采用回复功能。