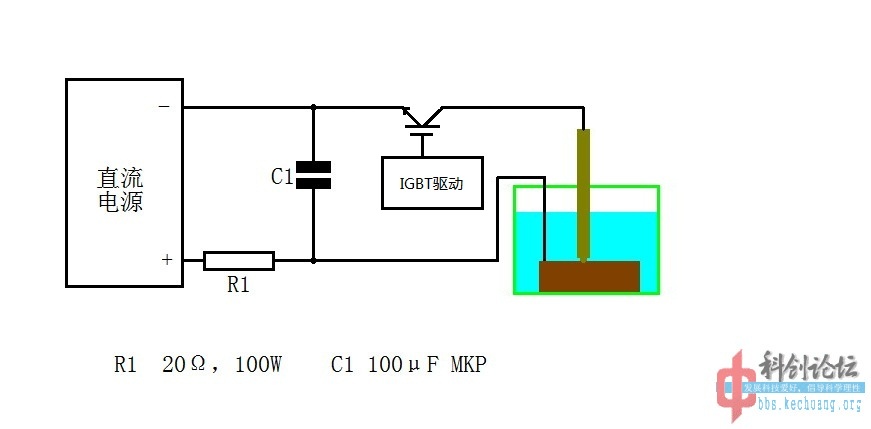
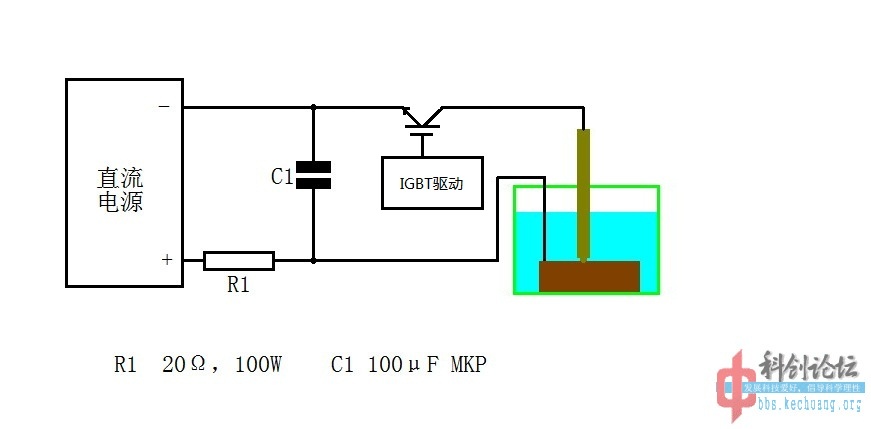
为了改善加工效果,今天对电路进行了改动,考虑到成品设备使用脉冲供电方式,我在放电的回路上增加了1套IGBT开关电路,把原本基本连续的供电变成受控的脉冲供电,电源继续采用80VDC,机械架构不变,R1电阻采用220V,2KW灯泡不变,新增300A IGBT砖块,驱动电路采用TL494+M57962L自制电路,频率200-1KHZ可调,占空比可调。
经过实验,改善效果明显,原本直接放电时容易发生放电极和工件粘连的情况,导致放电终止,电路短路,改动后只要给进速度合理,基本不会发生粘连的现象,这样一来不但加工速度大幅提高,加工深度也明显增加,原本加工一件厚度2mm左右的铁板大致需要10分钟,并且难度很大,主要是深了以后粘连的很厉害,很难连续放电,需要不断调整电极给进,改脉冲供电后基本可以连续匀速给进,速度合理的话不会短路也不会间断放电,并且发现深度对加工影响变小,尝试加工了1个5mm左右的铁件,基本10分钟打穿,这个厚度在以前是不敢想象的。经过分析,改善的原理应该是这样:以前采用电阻降压,电容储能放电方式,起初电极和工件的接触,因为电容短路的缘故,放电电流很大,可以产生较大火花,随着放电的进行,因为串联电阻的原因,回路持续的电流有限制,大约不超过5A。电容上的电压也就很快降低,而且放电比较连续,基本变成电源通过电阻直接放电的方式,电容储能的左右被弱化,如果给进速度稍快,接触部分的金属因没有足够大电流烧毁而导致熔接在一起,放电停止。而改成脉冲以后,因为放电变成间断式,即使工件和电极给进稍快,因为在脉冲停止期间,电源给电容冲了比较高的电压,脉冲来时通过电容的储能来放电,电流当然比较大,即使放电部分接触的比较良好也会被烧开,然后脉冲间断期间再给电容充电,如此往复。
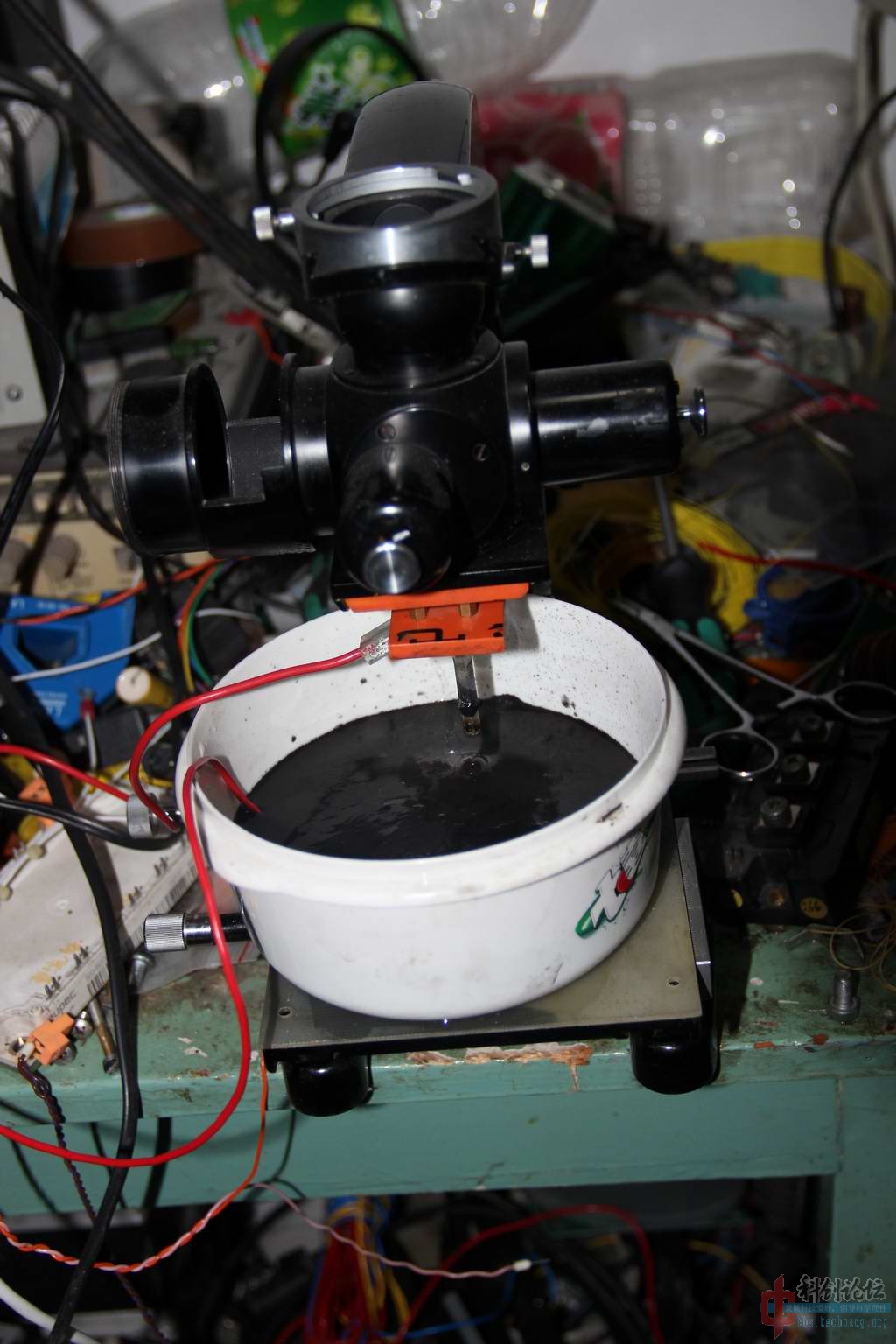
提示一下,图片上的大孔是原本工件就有的,小孔才是放电得来的


因为实验的还比较少,还没有摸索出一个合理的供电电压和脉冲频率,目前加工的工件感觉精度不算高,如果加工深度比较大,出来的孔会呈现轻度的喇叭口状锥度而且孔和模具尺寸有轻度的偏差。锥度应该是因为随着放电后电极靠前部分持续放电消耗大,本身形状已经变成锥形,加工成锥形也就不足为奇。相信适度调整电压或者更改电极材料可以得到改善。