最近要做个高频钎焊机,淘宝上找了半天没找到合适的水冷头,于是只能DIY了
材料:
200x100x20mm 6061-T6铝合金块
200x100x3mm 6061-T6铝合金板
工具:
3mm单刃钨钢铣刀、4mm三刃高速钢铣刀,3mm三刃高速钢铣刀,200目砂纸
过程
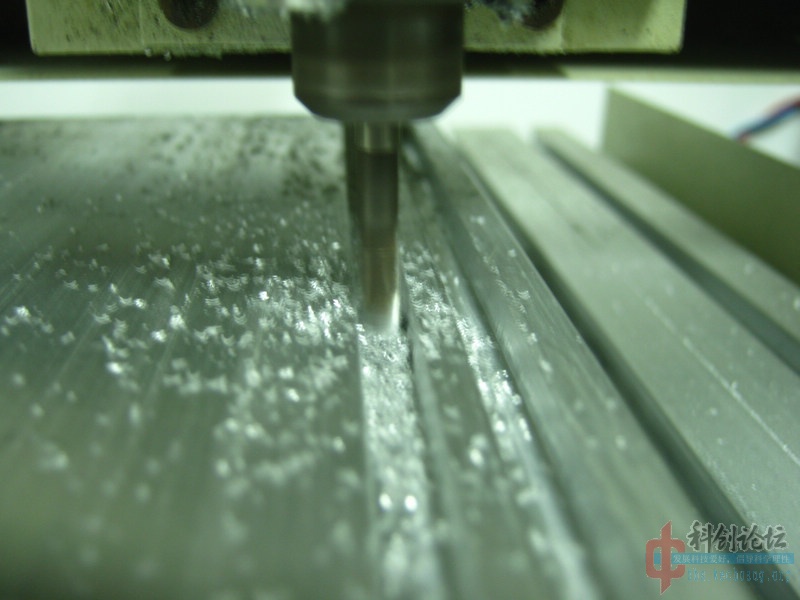
一、铣基准平面
用5mm厚度的亚克力板,强力双面胶贴在雕刻机基座上,用3mm单刃铣刀铣出一个基准平面,基准高度3mm左右为宜。
![IMG_0612.jpg]()
![IMG_0613.jpg]()
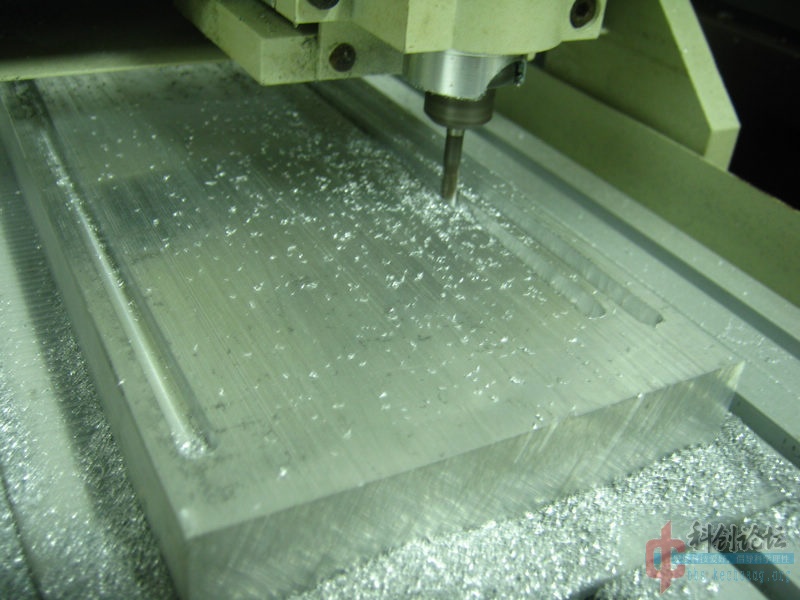
二、铣汇流槽
用4mm三刃铣刀铣出汇流槽,槽宽6mm,槽深6mm。特别注意的是,进水口和出水口应在对角上,以保证流道的路程相等。
![IMG_0614.jpg]()
![IMG_0615.jpg]()
![IMG_0616.jpg]()
三、铣水平流道
用3mm三刃铣刀铣出水平流道,槽宽3mm,槽深3mm,槽间距10mm。水流从进水侧汇流槽流经水平流道后在出水侧汇流槽汇聚。
![IMG_0617.jpg]()
![IMG_0621.jpg]()
四、铣接口阜
接口阜用于安装1/8外丝管螺纹转宝塔接口,接口阜槽深10mm、宽10mm,长15mm。
![IMG_0622.jpg]()
五、铣垂直流道
用4mm三刃铣刀铣出水平流道,槽宽4mm,槽深2mm。垂直流道不仅可以增加水流与铝块的接触面积,还能增加在水平流道中流动的湍流强度,提高换热效率。
六、铣工艺平面
拉丝铝的表面有较深的纹理,用铣刀整个平面铣一次,可以保证安装时的平整度和光洁度。
![IMG_0623.jpg]()
处理完后,两片铝板之间垫上一层1mm厚的硅胶垫,用螺丝紧固即可
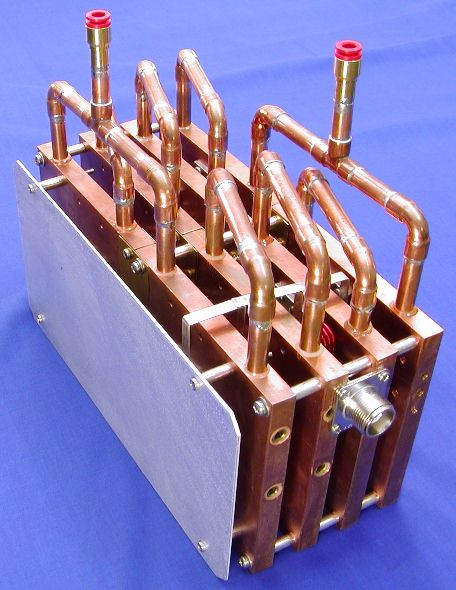
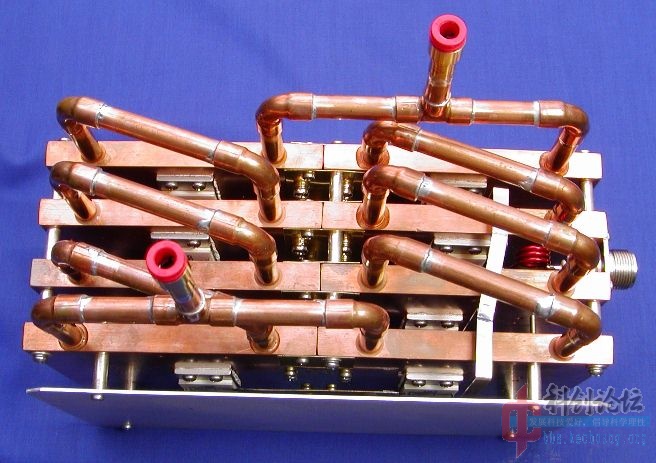
成品的样子(还未安装宝塔头)
![IMG_0624.jpg]()
![IMG_0626.jpg]()
![IMG_0625.jpg]()
![IMG_0628.jpg]()
![IMG_0629.jpg]()
![IMG_0630.jpg]()
![IMG_0631.jpg]()
































200字以内,仅用于支线交流,主线讨论请采用回复功能。