







加载中
加载中
表情图片
评为精选
鼓励
加载中...
文件下载
加载中...



他们把几乎每一处焊缝都铣过,其中不少地方完全铣穿,无奈只能补焊
车床切削力应该很大的 感觉普通滑轨撑不住 至少应该用交叉滚子








线轨安装面、主轴座、丝杠座等重要结合面全部刮研并达到每吋20点以上。光是刮床身就花了我超过半个月时间,机加工的时候开粗以后没有松压板释放应力再精加工,床身中凹0.3,硬生生刮回来的精度
楼主用的是什么平尺呢,还是找了一个巨大的大理石平板?这么长的轨道可不好铲,自重和怎么安装都严重影响直线度,最好要做一个简易的自准直仪来一节一节的修正。
话说有这个手艺还用什么线轨嘛,安装面不需要铲的这么完美 ,5-10点都够了,能铲到20点直接铲方轨算啦。
,5-10点都够了,能铲到20点直接铲方轨算啦。
线轨安装面好像没有做侧面顶向靠山的机构,车床要经常撞/挤的,如果安装时候打一次平尺,没有靠山的话,撞一撞导轨就挪位置啦。
自然时效搞焊接的冷拉管不怎么靠谱,要不然就找人蹭个炉子,要不然就自己用小锤子叮叮当当敲一阵,再找个震动送料器绑在上面震几天。
最后我还是要安利一下环氧大理石。。。。
楼主用的是什么平尺呢,还是找了一个巨大的大理石平板?这么长的轨道可不好铲,自重和怎么安装都严重影响直...
我买了一根0级的750长的大理石平尺,这个安装面全长770,刚好够用。我没有自制自准直仪的能力



我买了一根0级的750长的大理石平尺,这个安装面全长770,刚好够用。我没有自制自准直仪的能力所以我...
那么长的尺子,难以保证印的时候曲率为零啊,20cm长可以左右扭一扭,感觉一下支点在两端1/3左右,太长了很难确保不铲出一个凸起的面,如果嫌自准直仪麻烦,可以土法做一个三点曲率计,一条棍子两端两个钢珠,中间一个百分表就行。
我做的跨距比较短,楼主可以做一个长一点的

那么长的尺子,难以保证印的时候曲率为零啊,20cm长可以左右扭一扭,感觉一下支点在两端1/3左右,太...
我安好线轨以后都是用等高块把平尺支在线轨两端,以平尺为基准测量滑块运动轨迹与平尺的平行度,误差在15μm以内。床鞍装配好以后,利用0.02mm/m水平尺测试床鞍运动轨迹的直线度,总体在20μm以内且呈现中凸

那么长的尺子,难以保证印的时候曲率为零啊,20cm长可以左右扭一扭,感觉一下支点在两端1/3左右,太...
其实完全不用担心曲率的问题,大理石平尺的刚性是很好的,一个50厚100高的大理石条。而且即使是中凸也没问题,事实上国标对于卧式车床床身要求每米中凸0.03以内,这样不影响加工精度的同时还可以抵抗磨损和自重导致的下塌变形
顺便说句题外话,我发现其实根本没必要买那种所谓的"钳工蓝丹",卖的比较贵,二三十RMB几十克。我买了一支200克的普鲁士蓝油画颜料才几块钱,效果跟钳工蓝丹可以说一模一样

其实完全不用担心曲率的问题,大理石平尺的刚性是很好的,一个50厚100高的大理石条。而且即使是中凸也...
中凸20um。。。国内标准这么浮夸嘛。。我们这买的小车床是2um标准啊最常见的模具行业哈挺HLV-H的床身全程就偏差不到2um,更小的桌面车床要求更加严格,常常见到全行程1um的浮夸指标。
几十um的确日用足够的话,外发找一个五面体母机一次过把导轨安装和主轴箱安装面铣出来最好了,铲都铲了还是搞得要求高一点嘛,不然有一点点浪费手艺。楼主的铲工应该了得。
其实不应该搞一个那么长的大理石尺,因为太重了没有办法挪出手感来,而是应该自己铲一把短的平尺,然后自准直仪来保证全局精度,这样才能避免中间凸的问题。另外爱好者环境用精密水平仪也是不行的,因为地基不够稳固,水平仪挪到一侧的时候,整个机台就被压歪了,这时候正经做法是弄一套差分水平仪,一个固定一个滑动,那就太麻烦了,自准直仪比起来要便宜许多,光学零件也好买。
手抓着大理石平尺也是不可取的,肚子辐射热会让尺子显著变形,我这里条件简陋没有恒温,只要也铲了一把invar合金平尺

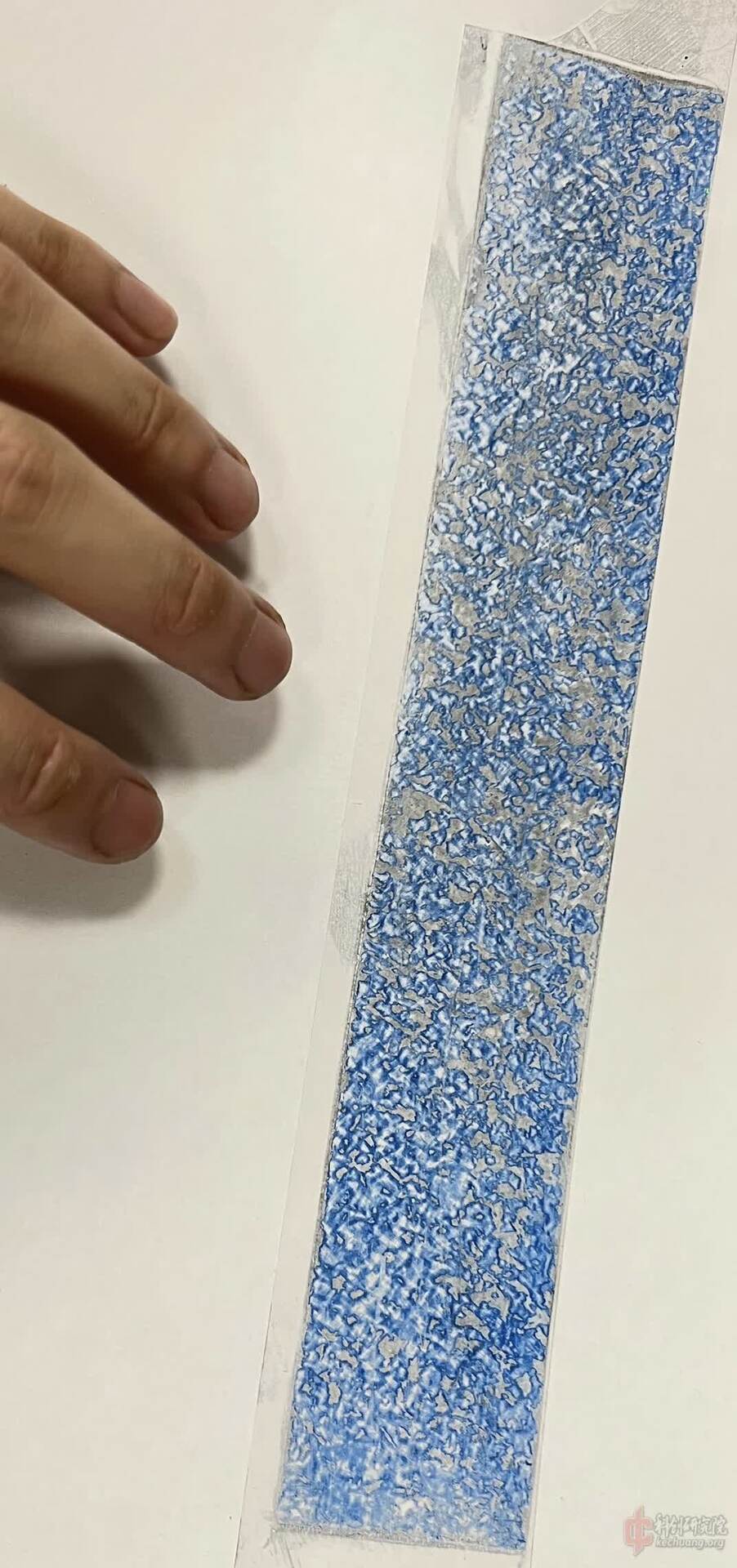
普鲁士蓝抹不出1-2um左右的薄层,而且一会就干了,颜色还很浅,要擦的比较厚才显像好,那就显点虚高啦,我们这边流行200rmb左右15g的dykem hispot blue,薄薄一层颜色很深,而且几天不干。。应该比钳工蓝要好不少。做仪器级铲花的话还是无可替代的。

参考一下lorch的600mm行程模型车床,和原厂的接触面,用量块垫着平均局部最高点CMM打出来的确是峰峰值不到1um

另一个爱好者们比较常见的小车床,行程差不多,也是同样的好

铲都铲了,铲好一点装上皮带驱动小主轴,就变成内外园磨床了,半个月铲完两个轴完全没问题 铲完了就是一个真的能干活的母机了,自己做主轴芯什么都不在话下。年初我用一个星期的课余时间铲完了一台studer s20,买一把biax的话干活还是很快的。
铲花配合一种特殊的磨刀石,可以实现lambda/20 (60纳米)的金属表面平度,下图是某型类似原子力显微镜的仪器的工作台,就是这样做出来的。

最后推荐一本相关的书。
中凸20um。。。国内标准这么浮夸嘛。。我们这买的小车床是2um标准啊😂最常见的模具行业哈挺HLV...
毕竟我这个只是钢管焊接床身,刮那么精细真没有必要,刚性达不到那个程度刮得再好都没有用。而且我实际上是用电磨磨出来的,我磨过一个厚垫片,我能达到的极限精度平面度2μm左右,两面平行度3μm。不知道为什么我的高速钢刮刀越修磨越钝,现在刃口干脆已经是圆的了,退而求其次才用角磨机和电磨的
毕竟我这个只是钢管焊接床身,刮那么精细真没有必要,刚性达不到那个程度刮得再好都没有用。而且我实际上是...
千万不要用高速钢做刮刀,会怀疑人生的,刮几下就要修刃。
要买优质的超微粒钨钢刀片,不能买那种外面黑乎乎的淘宝钨钢,高速钢更不用说了。
电镀金刚石磨盘,几块钱,加一个雨刮马达做磨刀机,刮半小时修一次,要磨的非常锋利,轻轻碰就能刮住指甲盖,这样才能轻松不费力的刮大面积,不用力为前提才能精确的下刀和提刀。
上母线差对大直径的工件没什么影响,对小直径的就有影响了。还有一个问题就是小孔钻孔时中心高差个20um钻头一碰到就断了。。。楼主要是想做钟表零件的话还是要求要高一点。
角磨机或者小打磨头一刀太深了,开粗用还可以,其实也没有biax电铲刀快。。。磨好了铲刀的话手铲也是毫不费力的,并不慢。
不要鄙视自己的钢管焊接嘛,世界上最精密的某型铣床,还是铝管和铝板焊接的床身呢。。。。
千万不要用高速钢做刮刀,会怀疑人生的,刮几下就要修刃。要买优质的超微粒钨钢刀片,不能买那种外面黑乎乎...
其实我这个高速钢刮刀挺耐用的,之前已经用它刮了铸铁直角尺。是我自己手贱非要想再锋利一点,结果越磨越钝(捂脸)角磨机和电磨的刀痕确实比较深而且过于细小,但是也要看用的是什么磨头。如果是那种只有几毫米的小磨头那干起活来绝对是灾难,我再反复试错很多次以后发现用砂轮切割片是很好的选择。但是风险就在于如果不小心脱手或者撞到靠背有可能会导致砂轮片炸裂。关于上母线精度的问题,至少在我的应用场景里面影响很小,现在这台床子的精度比普通车床高一点有限我就满意了


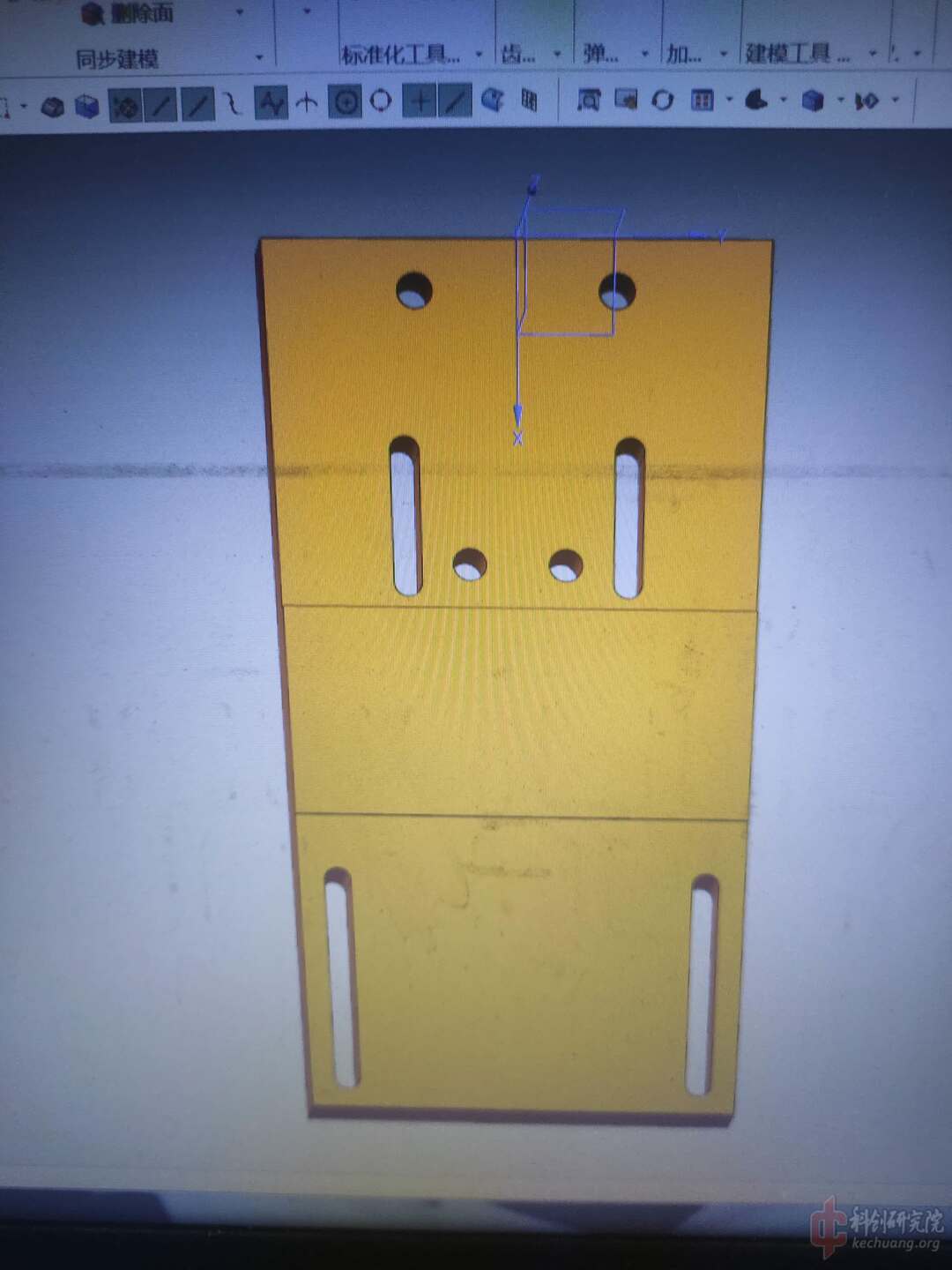
刀架加工

试车6061铝合金





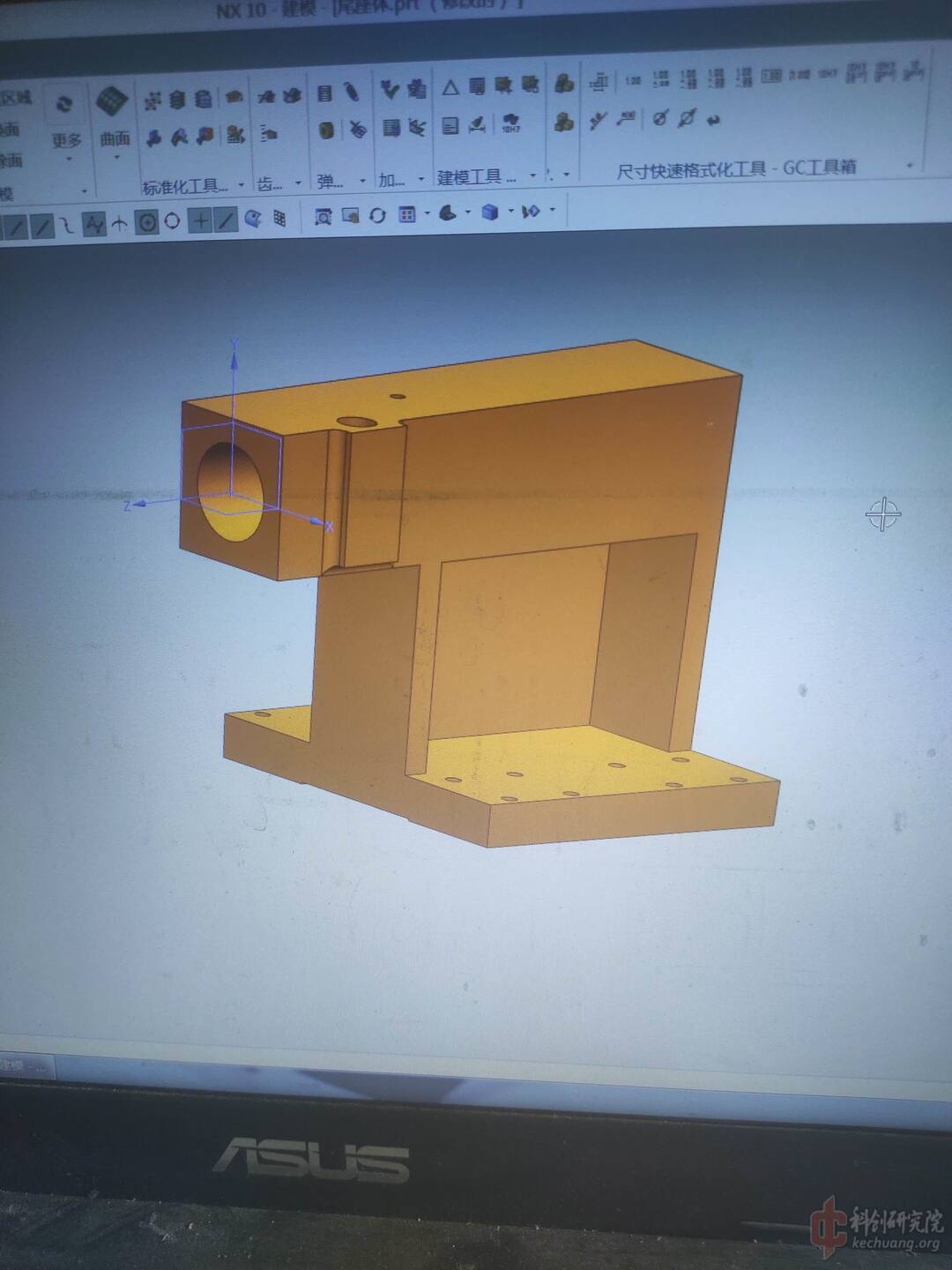
尾座的底安装面及尾座主轴孔的加工

尾座最终加工好后试车Q235钢
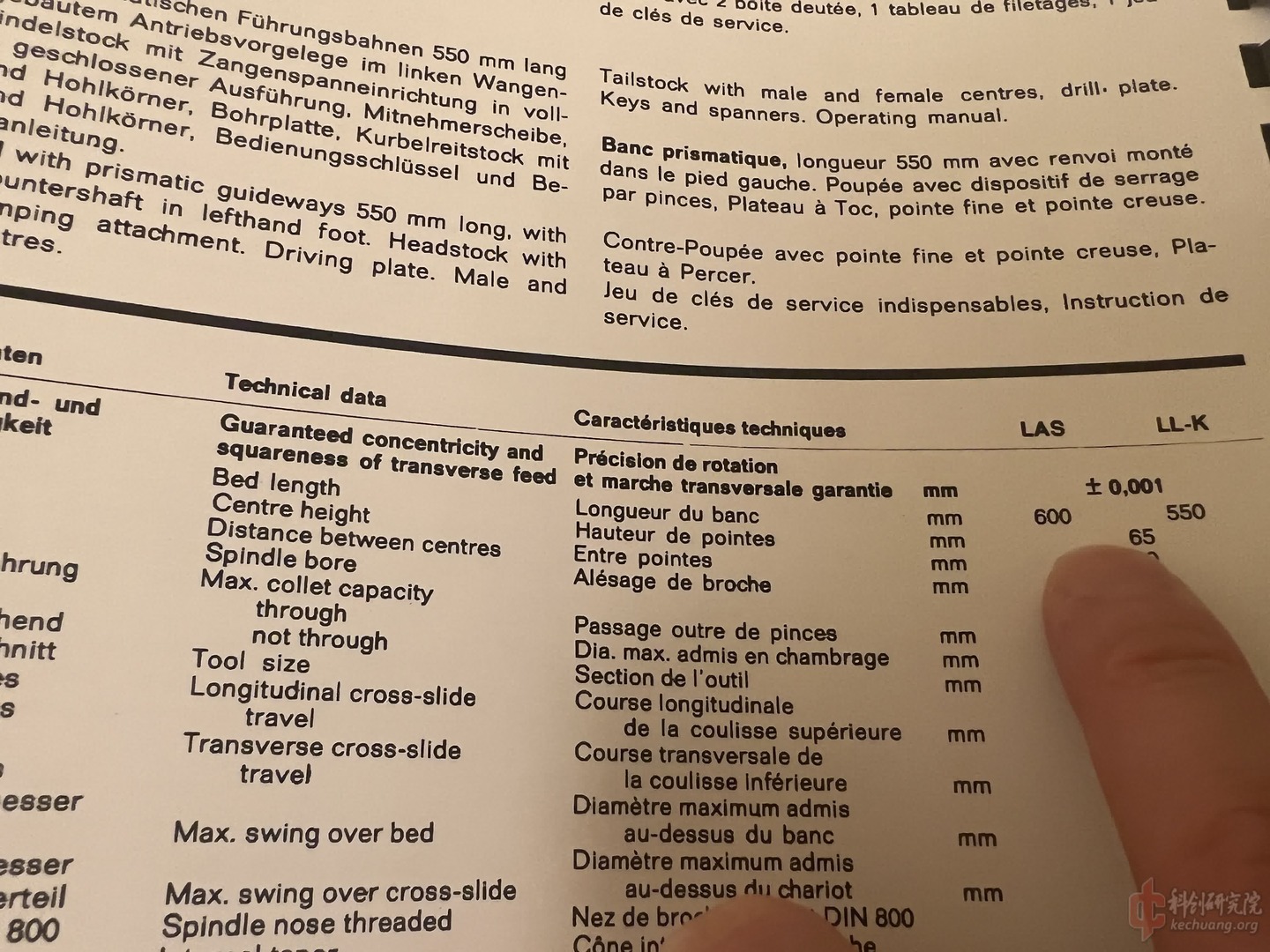
还有个题外话,有没有大佬能解答一下我的疑惑?

如上图,这是我买的控制板的主轴PWM输出部分的电路。图中那只二极管到底起什么作用?(电路板上为1N4007)如果说是防反接,那如果反接了不恰好就短路了吗?

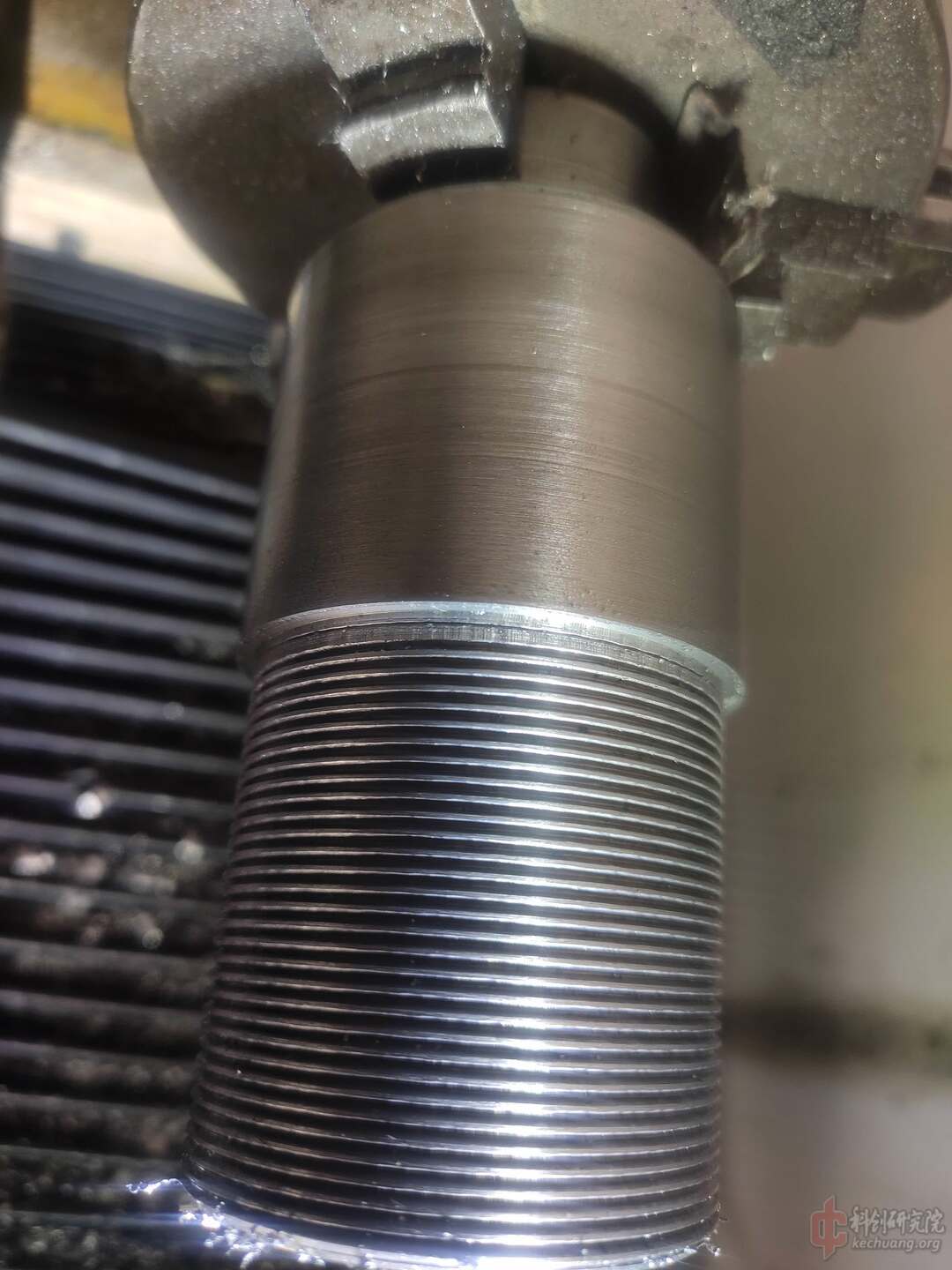


经过反复的调试,现在可以做到无顶尖条件下车削每百毫米锥度小于15μm
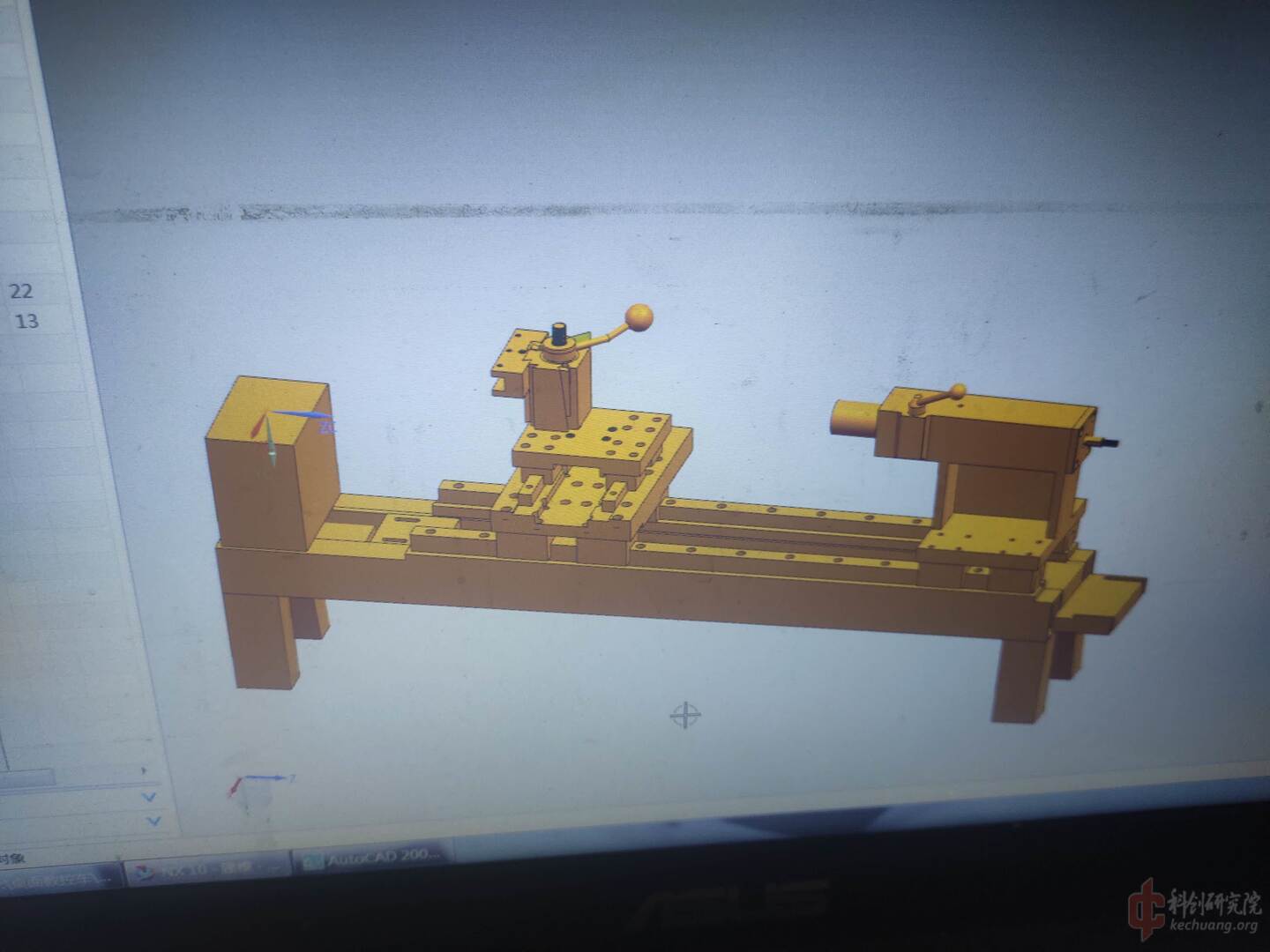
貌似没看到功能、参数、指标?
车床全长1000mm,Z轴有效行程550mm,X轴有效行程70mm。主轴100mm卡盘,通孔22毫米,尾座莫氏4号锥。主轴电机采用750瓦伺服电机,X轴电机采用57步进电机,Z轴电机采用86步进电机。车削45钢可吃刀一毫米走刀0.2

换了凯恩帝的系统,mach3还是歇着吧。要达到同样的功能,把mach3那一套硬件配置齐全实际上不比买个拆机工业系统便宜。而且不知道为什么,虽然mach3的说明书里面写它可以运行G70/71等循环加工指令,但实际上我用的这个版本的mach3只能识别G83且功能不全。排屑钻退刀以后本来应该是以G0的速度快速定位到孔底,但它居然用G1的速度慢慢走进去。导致钻一个二三十深的孔都需要花好几十分钟
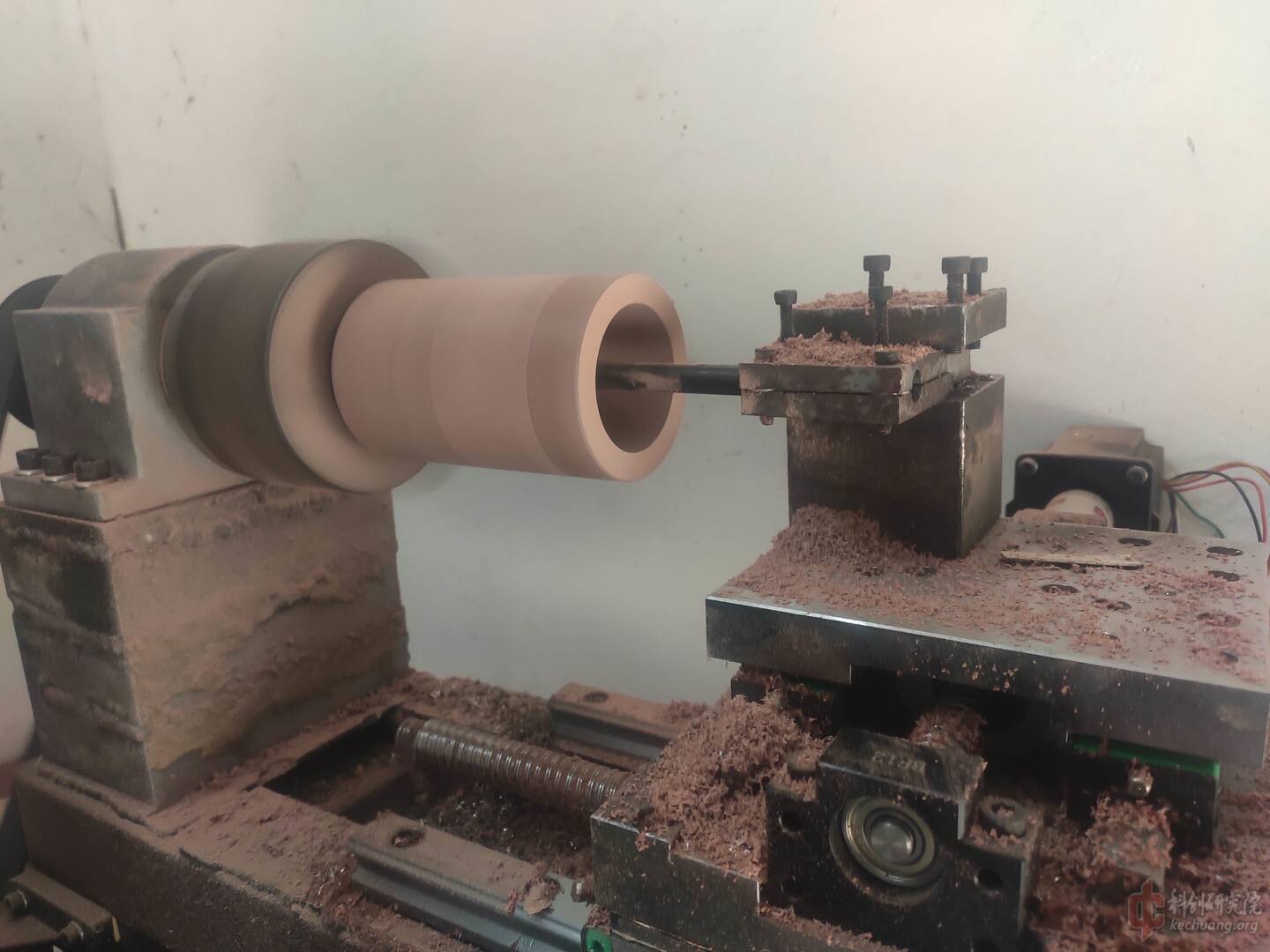
您好,我有一个电木喷管想请你帮忙加工,

这个喷管长20mm,直径15mm,喷管入口直径15mm,收敛段长7mm,喷喉直径3mm,喷喉长度3mm,扩展段长10mm,喷管出口直径6mm。您看一下方不方便,并说一下价格。谢谢。
佩服得五体投地。居然可以用一堆废铁做出一台高精度车床,还刮研,修平。赞一个







200字以内,仅用于支线交流,主线讨论请采用回复功能。