

手都绕肿了
加载中
加载中
表情图片
评为精选
鼓励
加载中...
文件下载
加载中...
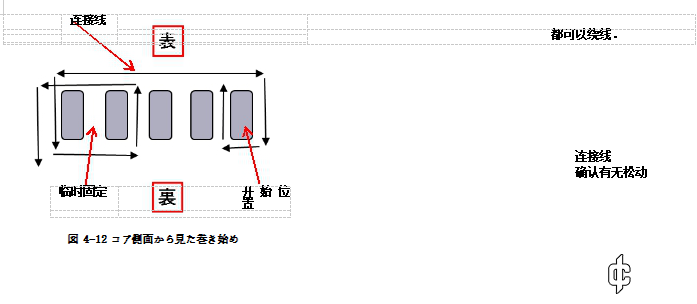
第1项 临时固定
从磁性线卷筒抽出磁性线,并按照图中所示的状态在适当的位置进行临时固定。为了防止绕线时,磁性线的末端影响作业,多余的部分应该要卷起来。考虑到接下来进行的接线作业,临时固定时使用的磁性线要留有足够的长度(约 300mm 左右)。

第2项 开始绕制
一边拉扯磁性线一边从齿的根部开始缠绕。要注意的是,绕第一匝时,磁性线与齿的根部不能留有间隙。为了对第一匝线圈的临时固定部分的松动进行收紧,应先调整好临时固定部分的松紧再开始绕第一匝。

第1层
从齿的根部开始向齿的前端(铁芯外侧)缠绕线匝,注意不要留有间隙。
第2层
从齿的前端向齿的根部,在第一层线匝的上方缠绕第二层线。此时,按照如图 4-16 所示的方法,第二层线匝的线应层叠在第1层绕线中相邻两个线匝的中央,就像堆放树木一样。因此也叫做“堆垛法”。
第3层以后
标注式样的电机一般不会绕制第3层线匝。如果用户有特殊需求需要绕制第3层的话,其操作方法与第2层绕制是一样的,同样采用“堆垛法”。方向为从齿的根部到外端,然后再从外端到齿的根部,如此反复。

标准的线匝式样为 20T(匝),但是匝数是可以任意改变的。要注意的是,所有槽内的绕线匝数必须要一致。如果使用的是标配Φ1.0 磁性线,由于绕线齿之间的间隙限制,无法进行第二层线匝的绕制。如果线匝的层数超过了3层,需要使用更细的磁性线才可以。
第4项 线匝的连接
绕完一个槽后,直接过渡到下一个槽进行绕制。方法是跳过第二个槽,
对第三个槽进行绕制(参考图 4-18 )。中间空出的第二个槽用于绕制3 相中其他两个相的线圈。

3 相电机由3个相(U 相・V 相・W 相)构成。照片中(图 4 -18)的(①④), (②⑤), (③⑥)分别为相同的相。
第5项 绕线结束
考虑到连接线的安装,事先预留的磁性线的长度建议为300mm 。预留的磁性线和解开的用于进行临时固定的磁性线都要卷成漩涡状后用粘力较小的胶布等进行包裹以起到保护作用。这样做的目的是为了不影响其他相的线圈的绕制。保护用的胶带如果粘着力太大就不容易撕开,且粘着剂容易残留。最好使用你那着力不那么强的胶带(例如:透明胶、防护胶带)。对磁性线不是强制的,可以根据自己的判断来决定是否进行保护。剪断的磁性线端部十分锐利,为防止人员受伤和线圈受到损伤,操作时应特别注意。

根据线圈式样中的串联·并联数量,按照第1项 ~第5项 中的顺序绕制三个相的线圈。标准式样(说明书中的示例)为 6 串联×1 并联的形式。变更式样时需要调整三个相的串联与并联数,使其匹配。

[绕制漂亮的线圈的诀窍]
1.沿着齿槽的角度绕制线圈时,较大的拉力可以保证磁性线不发生翘起。
2.拉力太大会导致磁性线拉伸(扯断),应事先确认好拉扯的力度。被拉伸的部分线的直径变小,会影响到电机特性的发挥,拉扯磁性线时注意所用的力道,保证其不会被拉伸。
3.不要让连接线出现松动。
4.磁性线之间如果存在间隙,应使用如图所示的树脂棒等压住线圈然后再使用锤子等工具轻轻地敲打,使间隙消除。注意不要损伤磁性线。

第7项 通过转动方向决定U、V、W相
首先,将 W 相的位置作为基准。图中所示的位置为 W 相位置。通过螺栓孔位置来区分会比较容易。
红色源泉(6 处)为 W 相基准
作为参考标记,可参考螺纹孔的位置 (3 处)
接下来,确定决定转动方向的 U 相与 V 相的位置。
・从输出轴侧(线圈导线的引出侧)来看,转子呈顺时针(CW)转动时,以W 相为基准,其左侧为 V 相,左侧的左侧为 U 相。
・从输出轴侧(线圈导线的引出侧)来看,转子呈逆时针转动(CCW)时,以W 相为基准,其右侧为V 相,右侧的右侧为 U 相。


遵守上述法则,在绕制开始和绕制结束之时都需要准确确定U,V,W 的位置。撕掉保护胶带,拉直磁性线此时在磁性线的端部标上印记或使用胶带贴上标签和填上记号可以便与以后进区分。
下图为标准电机的转子在顺时针(CW)反向转动时的绕线与相的区分。

随着并联数的增多,线匝起点・终点的磁性线会增多。
6 串 1 并→各相线匝起点・终点为各1根(总数为 6)
3 串 2 并→各相线匝起点・终点为各2根(总数为12)
2 串 3 并→各相线匝起点・终点为各3根(总数为18)
1 串 6 并→各相线匝起点・终点为各6根(总数为36)
如图所示,从定子线槽的侧面来看,从右侧出来的磁性线为线匝的起点线。从左侧出来的线为线匝的终点线。



200字以内,仅用于支线交流,主线讨论请采用回复功能。