
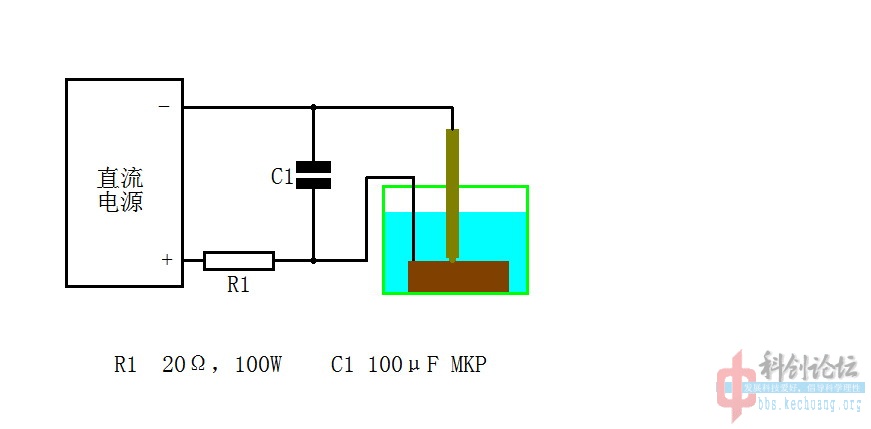



电火花加工的好处是可以加工硬度很高的金属,比如刀片,锯条等,加工精度可以控制的很高,无毛刺,可以加工异形孔。缺点是加工速度慢,耗电也比较多
![照片 673.jpg]()
![照片 654.jpg]()
![照片 649.jpg]()
![照片 672.jpg]()
![照片 652.jpg]()
![照片 655.jpg]()
![照片 651.jpg]()







引用第6楼虎哥于2010-12-07 19:14发表的 :
请问每打一个孔,(工具)电极烧蚀多少?是否合算。采用了什么办法来减少烧蚀?
引用第4楼wwt3100于2010-12-07 18:12发表的 :
要说一句话,损坏人民币可是犯法的....
中华人民共和国人民币管理条例第43条规定:故意损毁人民币的,由公安机关给予警告,并处1万元以下罚款。
故意毁损人民币是指明知是人民币,而用各种手段对其予以毁灭或损坏。
.......
引用第29楼hx010于2011-01-30 10:22发表的 :
另外还想问下,冷却水能否同时淹没工具电极和工件电极?



































200字以内,仅用于支线交流,主线讨论请采用回复功能。