喷注器已经定制加工,小贵。
现在机加工外包溢价有点严重

中文摘要
设计并制造一采用硅膜发生技术降低热流密度的以NTO-UDMH为推进剂的小型试验机。该机用于检验设计与仿真并对硅膜发生技术进行探索。
关键词
液体火箭发动机常温燃料火箭发动机设计与制造
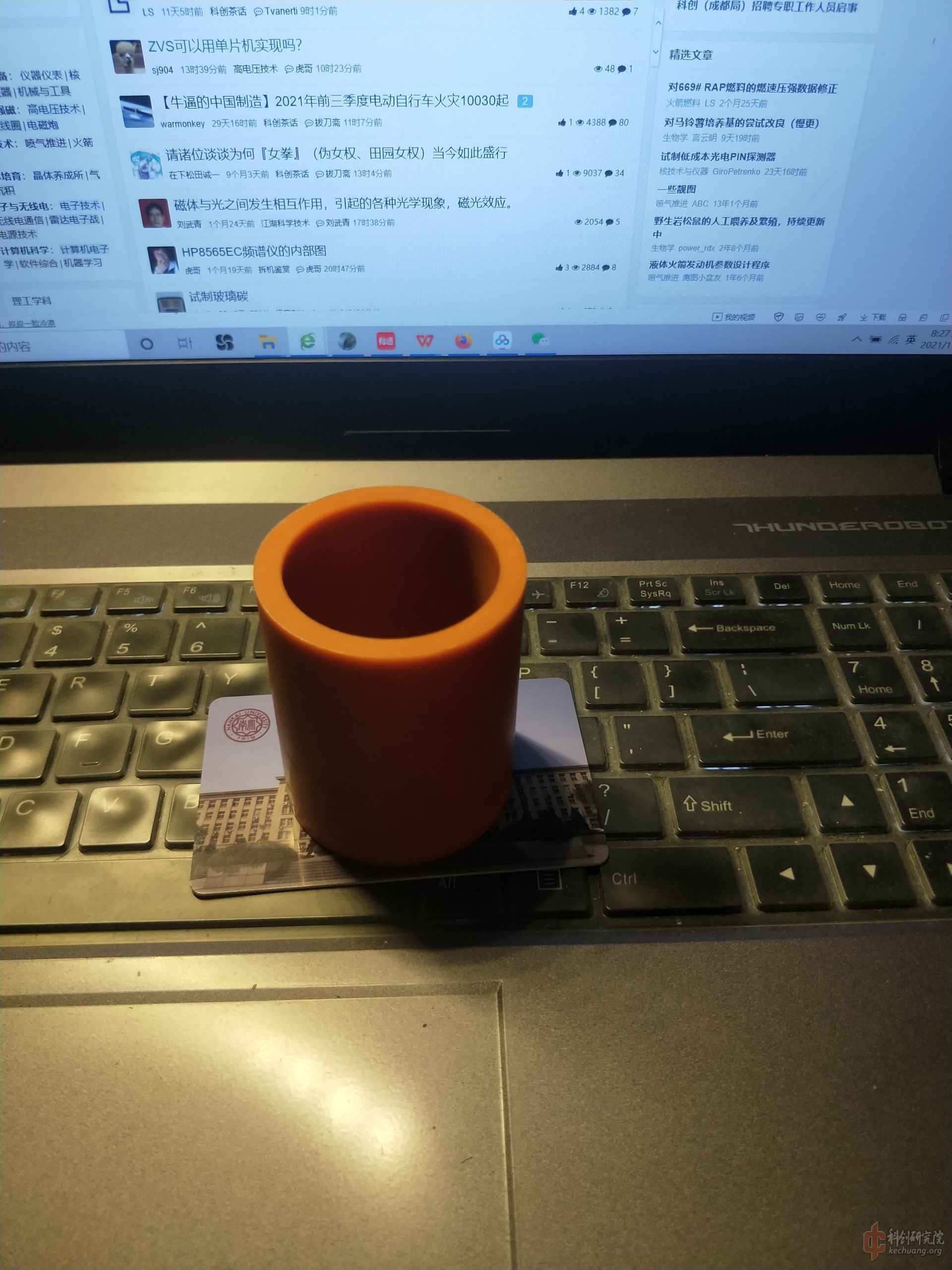
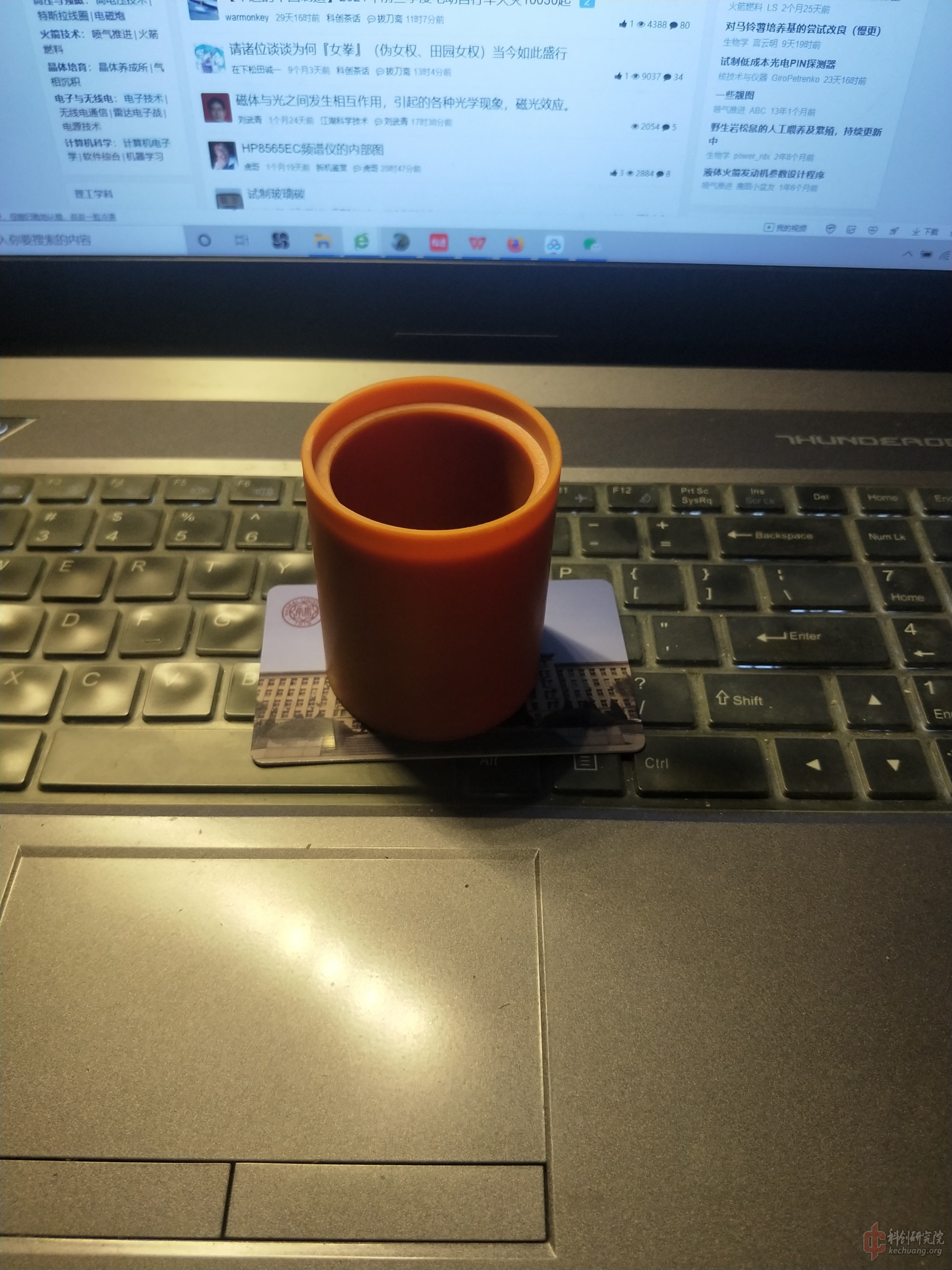
内隔热层,材质酚醛树脂
测试后可以更换回收,通过对烧蚀程度以及二氧化硅膜厚度和形成情况进行分析。分析硅膜产生情况以及对热效应的影响。
石墨喷管
降低试验机成本采用石墨喷管,后续会调整为液膜冷却或者循环再生冷却。烧蚀不严重的情况下经氢氟酸浸泡清洗可以复用。


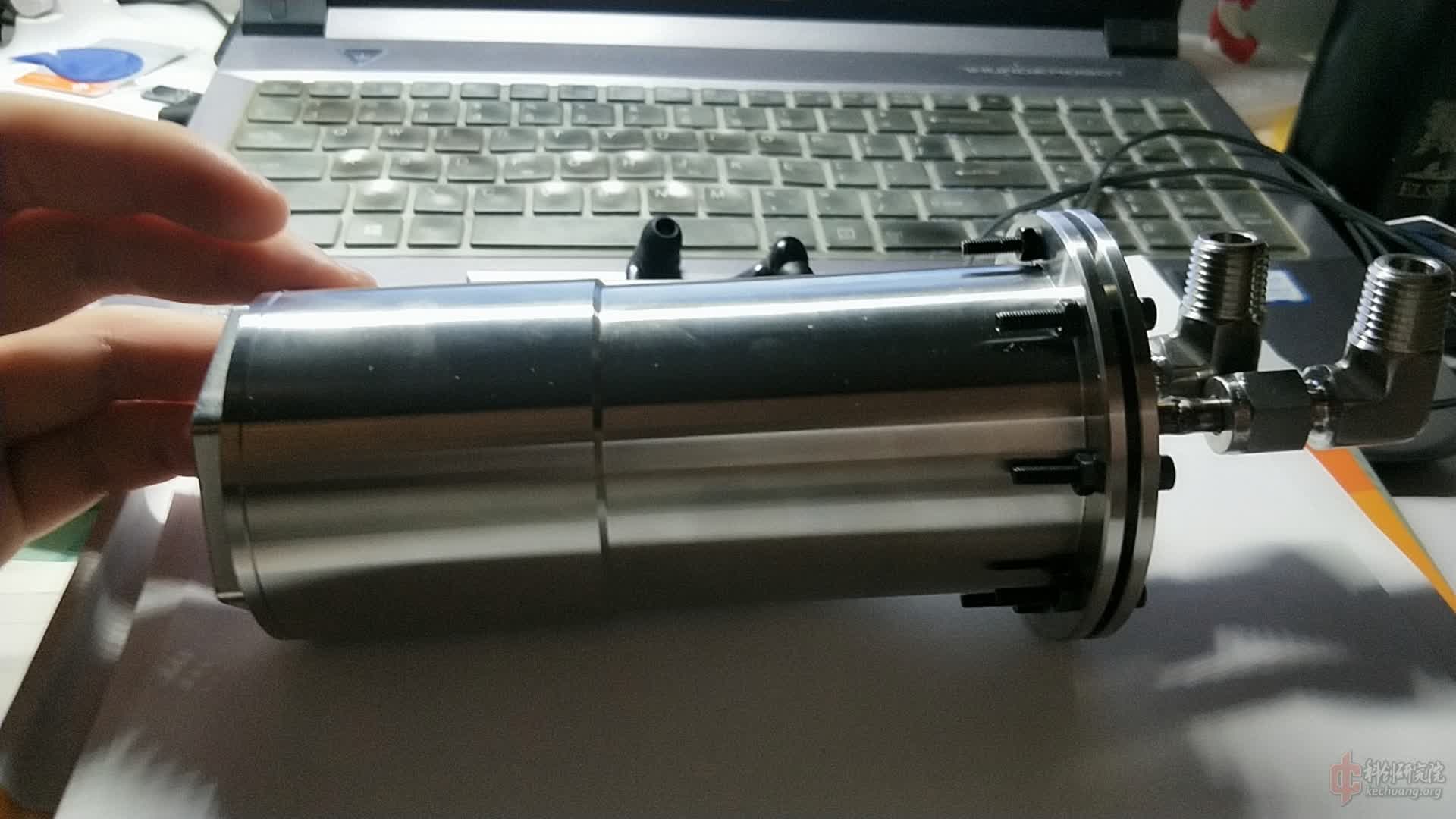
套筒固定套,材质316不锈钢
用以固定石墨喷管


外套桶,材质316不锈钢
一端安装法兰盘,用以和喷注器连接


隔热层+石墨喷管+固定环构成的燃烧室以及喷管

目前阶段总成



还差喷注器没有加工以及焊接,喷注器加工完毕后进行总装以及管路系统和测试系统的建造。
未完待续,敬请期待。
[修改于 3 年前 - 2021/12/02 09:49:03]
引用Starry_Sky发表于4楼的内容松田啊,我id是这个
我搞错了

现在零件加工是拖慢进度的主要因素,功夫都浪费在协调供应商这些破事上,要不然徐版怎么会自己开机床,英国大学的教授也知道这个道理所以舍得花钱,几百万的床子说买就买。
好家伙 南开学弟啊 08级化学系学长在这呢
最近次项目暂时停工,主要是因为没有时间加上暂时性经费紧张。手里课题进入尾声(不是火箭相关,是我本职工作)正在进行收尾和数据收集(关环有亿点要命)。最近搓了个硝酸糠醇机子,暑假试车。这个糠醇玩完了然后回头继续搞经典毒发和新型单组元。
考虑下层板喷注器吧,这个只要搞定不锈钢扩散焊。虽然难度也比较大,但这个应该不需要高精度的机床。需要的高精度激光切割,可以利用电子工业的钢网制造环节。pcb制造商例如嘉立创可以在线下单制作钢网,拿回来清洗焊接即可。
考虑下层板喷注器吧,这个只要搞定不锈钢扩散焊。虽然难度也比较大,但这个应该不需要高精度的机床。需要的...
JLC做stencil的人特别挑剔,给他们发任何不像pcb用的东西,就算倒进了ad的焊锡层整个文件给他们,也是这也不干那也不干,基本上只愿意做真的是涂锡的stencil。我们买了一个比jlc用的还要好的专门切不锈钢薄板的机子,发现其实不合适做这些。
现在2023年情况有巨大的变化,MOPA激光已经显著的降价了,这导致了手搓微孔的最好方法从桌面雕刻机变成了2ns脉宽8k rmb的mopa光纤激光。
切stencil的机子为了跑的快一般最短也是几百纳秒脉冲,导致热影响区巨大,小孔孔底融区有一坨玻璃状氧化异物难以清洁,就算清理了,孔壁光洁不好,也不圆,我们做射流阵列的时间发现根本没法用。
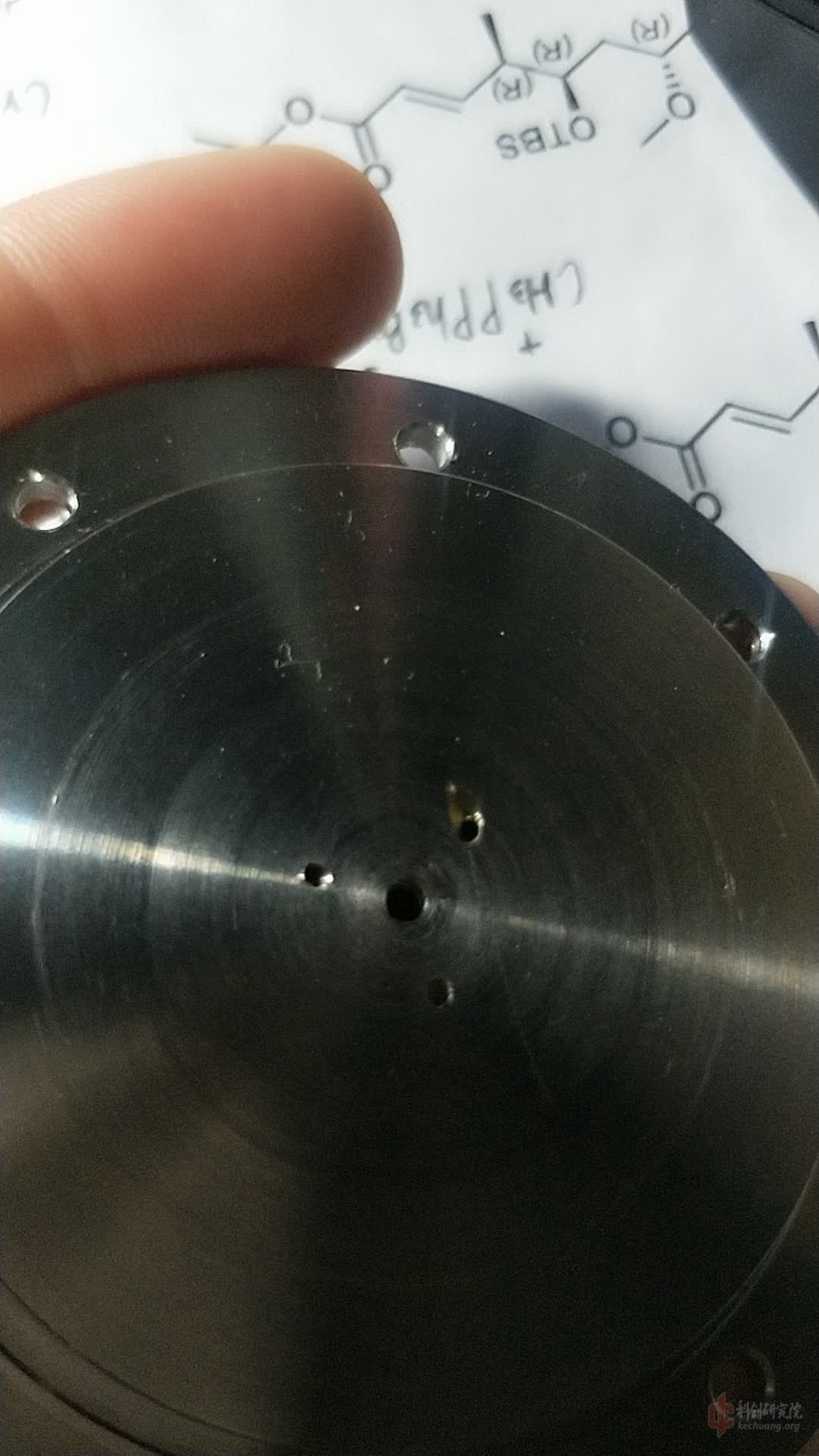
楼上那种斜孔看起来比较适合手搓,不适合外发。难是不难搞的,就是装夹和做孔的时候需要操作者比较小心,不能赶时间随便搞,自己来很合适,其实一个分度头和一个台钻就能达到精度要求,能够做的这么差应该是从一米外扔到了夹具上,闭着眼睛夹紧搞出来的。小切深的斜孔是模具行业很常见的,没有理由做不好。。。











![]TG$[I%X8~JA8A@}VGLGR$9.jpg](https://img.kechuang.org:81/r/326003?c=resource)