

好方法啊
以前做薄板时候我都没想到
看视频学习了一招
不方便台钳夹持,比如边缘太复杂又懒定做铝台钳爪,或者通孔太多不适合真空夹持,可以用502黏在牺牲铝块上,再用台钳夹持。
用法比较有技巧,粘好了可以轻松支持加工中心的暴力切削,雕刻机上用完全没问题,亲测对着撞,步进丢步(400kg左右力量,冲击力肯定超过一吨了)都撞不下来。
一面涂502(比如loctite 480),另一面涂激活剂(loctite 7452),一定要激活加速剂,不然放一年中心也固化不了。
不能直接用502粘金属到金属,太脆不耐冲击,转角接触面突然变大时会撞飞,也不好拆。对于不太烫的加工过程,可以加一层优质的纸基遮掩胶带,提供一点点缓冲,对于大进给会超过100度的应用,需要选择粉末喷涂高温胶带(绿色透明胶)。

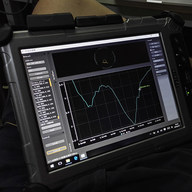
亲测了一下,用mazak 510,HSM刀路,全速撞进直角的时候最大看到了近10千瓦的spindle load,毫无压力。。。
最近传视频不知道出了什么故障,一直报处理失败。。此处脑补一下满玻璃窗牛奶啥都看不到就行了
拆的时候也比较方便,放在炉子里加热到250度,高温透明胶自己就释放了,胶也没残留,不需要任何清洁。




刻字用的是新玩具,80k rpm,0.03mm SEME35球头铣刀。
没看明白,502和激活剂会直接接触吗,那受力岂不是依靠胶带,既然如此,这种胶带是否有“双面”的型号
有时候胶带一面接触面积大
另一面可能只接触少量面积
此外还有缓冲的作用
没看明白,502和激活剂会直接接触吗,那受力岂不是依靠胶带,既然如此,这种胶带是否有“双面”的型号�...
对,直接接触,实际全靠胶带,胶带力气是弱点。但是面积大,力量于然够。
如果用优质双面胶,刚性就不够,虽然掉不下来,但是会有小幅度变形,只适合木工和薄铝板。。。
主要是流程简单,加上平整。这里省略了一些关键步骤,比如用滚筒把胶带彻底擦平,这样厚度就比较稳定了,不像双面胶,压力大一点就压的薄一点,怂了又变厚了,弹性比较厉害。
倒是可以试一下无基底只有胶的双面胶,估计不好清理,胶带撕下来没有残留,双面胶化开了还要溶剂擦胶。。。不过许多时候工件小不需要暴力加工的话,一锤子劣质502就开了,热风都不用,更方便。
记得有一次去深圳催加工,看到加工方就是把铝件放在电木平台上,然后502粘一圈,就开始加工了
这个我都是直接用双面胶或者热熔胶粘接,强度一般但是多打点还可以,而且酒精就能起开,

| 时段 | 个数 |
|---|---|
| {{f.startingTime}}点 - {{f.endTime}}点 | {{f.fileCount}} |

200字以内,仅用于支线交流,主线讨论请采用回复功能。